
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
As a manufacturer of aluminum circles, we produce semi-finished discs that are further processed into frying pans, saucepans, pressure cookers, rice cookers, kettles, and other kitchenware products. For cookware applications, the manufacturing process must do more than create a round shape. It must deliver stable thickness, clean edges, controlled mechanical properties, and reliable deep drawing performance.
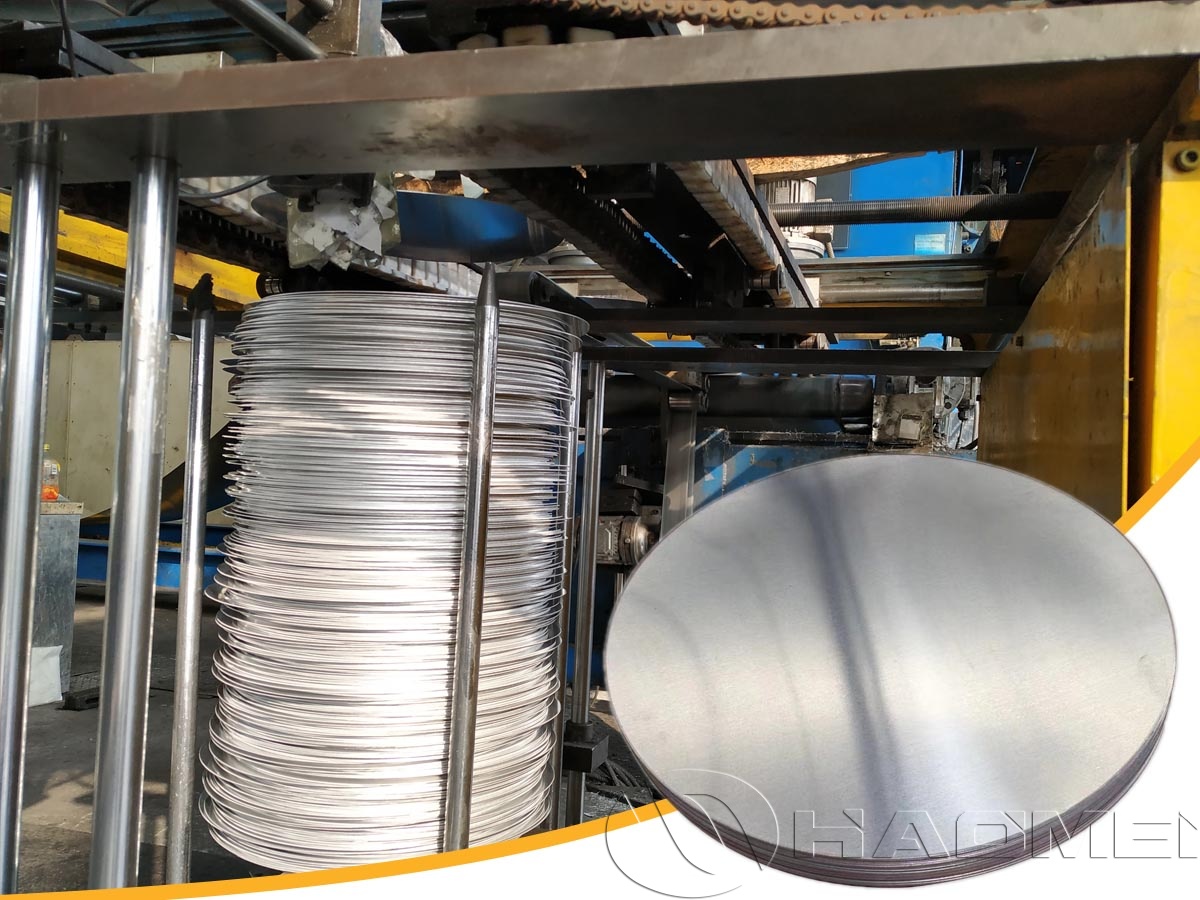
In our factory, aluminum circles for kitchenware are manufactured through a controlled sequence that starts with alloy and temper selection, followed by rolling, blanking, annealing, leveling, surface inspection, and packing. Each step affects the forming behavior of the final disc and the performance of the finished utensil.

Aluminum is widely used in cookware because it combines low weight, good thermal conductivity, corrosion resistance, and formability. Compared with irregular blanks or manually cut sheets, aluminum circles for cookware provide higher material utilization and better consistency during spinning, stamping, and deep drawing.
For kitchenware production, the disc must be suitable for processes such as:
Deep drawing for pots, bowls, and pressure cooker bodies
Spinning for basins, lids, and utensils
Impact bonding or composite bottom processing
Surface treatment such as anodizing, non-stick coating, or polishing
To support these applications, we manufacture Aluminum Circles for Cookware with controlled grain structure and surface quality, especially for products requiring repeated drawing or spinning operations.
The first stage in aluminum disc manufacturing is selecting the appropriate alloy and source material. For kitchenware, the most common raw material is aluminum coil or sheet produced from continuous casting or hot rolling routes. The final choice depends on the forming method and end-use requirements.
Typical alloys used for aluminum circles for kitchenware include:
1050: high purity, good formability, good thermal conductivity
1060: commonly used for cookware and anodizing applications
1070: suitable where high ductility is required
1100: good corrosion resistance and forming performance
3003: improved strength with good workability
For products requiring stronger deformation resistance or improved grain uniformity, we may recommend Hot Rolled Aluminum Circle material, especially for demanding deep drawing applications.
The exact specification depends on the customer's forming process, tooling design, and cookware type. The table below shows common manufacturing ranges in our production.
| Parameter | Typical Range | Notes |
|---|---|---|
| Alloy | 1050, 1060, 1070, 1100, 3003 | Selected based on formability and strength |
| Temper | O, H12, H14 | O temper is widely used for deep drawing |
| Thickness | 0.4 mm to 6.0 mm | Common cookware range is 0.6 mm to 3.0 mm |
| Diameter | 80 mm to 1200 mm | Customized according to end product design |
| Diameter tolerance | typically +/-0.5 mm to +/-1.0 mm | Depends on disc size and tooling |
| Thickness tolerance | according to agreed standard | Controlled by rolling and inspection |
| Surface finish | mill finish, anodizing quality | Clean surface required for coating or polishing |
| Edge condition | burr-free or low-burr | Important for safe feeding and forming |
| Application | pans, pots, lids, kettles, cookers | Also suitable for spinning products |
Production starts with aluminum coil or sheet entering the workshop. Before blanking begins, we inspect the incoming material for:
Alloy and temper confirmation
Thickness consistency
Surface defects such as scratches, oil marks, inclusions, and roller impressions
Flatness and edge condition
For kitchenware applications, surface cleanliness is particularly important. Minor surface defects may become more visible after anodizing, polishing, or non-stick coating. We therefore isolate material lots according to application grade and process route.
Depending on the disc diameter and blanking method, the parent coil may be slit into narrower strips or fed directly into automatic blanking equipment. This stage ensures stable feeding and efficient nesting during production.
Conditioning may include:
Coil rewinding for stable tension
Lubrication control for blanking dies
Flatness correction before punching
Width adjustment to match disc diameter requirements
Good preparation at this stage reduces eccentricity and improves disc edge quality during the next step.
The central shaping process is blanking, also called punching. In this step, round discs are cut from aluminum sheet or coil using mechanical or hydraulic presses with matched dies. The goal is to produce aluminum circles with precise diameter, smooth edges, and minimal deformation.
Our production line is adjusted according to thickness, alloy, and disc size. The blanking process must balance productivity with edge quality. If punching speed is too high or die clearance is not properly set, the disc may show burrs, rollover, or distortion. These issues can later affect deep drawing and trimming performance.
Key control points during blanking include:
Die clearance matched to thickness and alloy
Press tonnage suitable for the disc diameter
Stable feeding speed
Disc flatness after punching
Burr height control
For larger diameters or thicker material, process settings are tightened to avoid edge waviness and maintain roundness.
After blanking or at an intermediate stage depending on the route, aluminum circles may be annealed. Annealing is one of the most important steps for cookware material because it directly influences elongation, hardness, and earing behavior during deep drawing.
In our factory, annealing parameters are set according to alloy, starting temper, thickness, and end-use process. For cookware discs, O temper is frequently required because it offers the ductility needed for deep drawing and spinning.
The objectives of annealing are to:
Reduce internal stress from rolling and punching
Improve elongation and formability
Stabilize grain structure
Support uniform drawing performance
Reduce cracking risk during forming
Improper annealing can lead to excessive softness, uneven hardness, orange peel surface, or poor shape retention. For this reason, furnace temperature uniformity and holding time are closely monitored.
After thermal treatment, discs may require leveling or flattening to restore planarity. This is especially important for automatic cookware forming lines, where poor flatness affects feeding accuracy and die alignment.
We inspect the discs for:
Warping
Center buckling
Edge lifting
Residual stress deformation
Stable flatness improves forming repeatability and reduces stoppage at the customer's stamping line.
Kitchenware manufacturers often require a surface suitable for direct processing. Depending on customer requirements, we supply aluminum circles in mill finish or controlled surface condition for anodizing, polishing, enamel coating, or non-stick coating.
Surface control includes:
Removal of oil residue where required
Separation of scratched or dented discs
Monitoring of oxidation and stain marks
Protection against handling damage during stacking
For visible cookware parts, surface uniformity is not only an appearance issue but also a process issue. Uneven surface condition may affect coating adhesion or final finish consistency.
After production, each batch undergoes inspection based on the agreed specification. As a manufacturer, we do not treat final inspection as a formality. It is the stage where process results are verified against the drawing and the intended kitchenware application.
Our inspection items typically include:
Diameter measurement
Thickness measurement at multiple points
Surface quality check
Burr and edge evaluation
Flatness assessment
Alloy and temper verification
Mechanical properties when required
Deep drawing or trial forming evaluation for specific orders
For some cookware customers, we also conduct process-oriented checks such as cupping tests or sample drawing to confirm that the aluminum disc will perform as expected in actual production.
Aluminum circles for kitchenware must arrive clean, flat, and free from handling damage. Packing methods are selected based on disc diameter, thickness, and export conditions.
Our standard packing controls include:
Interleaving or protective separation where necessary
Moisture protection for sea shipment
Wooden pallets or export-grade supports
Batch identification for traceability
Edge and surface protection during strapping
This is especially important for thinner discs and anodizing-quality material, where transportation damage can compromise usability.

In practical production, the quality of cookware aluminum discs is determined by more than nominal size. The following factors strongly influence downstream forming results:
Stable chemistry supports consistent elongation, hardness, and corrosion behavior.
Fine and uniform grain helps reduce cracking and improves drawing consistency.
Low-burr, clean-cut edges reduce the risk of crack initiation during forming.
Variation in hardness within one batch can lead to uneven wall thickness after drawing.
Clean surfaces are essential for anodizing, polishing, and coating processes.
The aluminum circles we manufacture are commonly processed into:
Frying pans
Saucepans
Stock pots
Pressure cooker bodies
Rice cooker inner and outer parts
Kettle components
Pot lids
Kitchen bowls and basins
Although the production route can be adjusted for different industrial uses, cookware applications require a particularly balanced combination of formability, dimensional precision, and surface quality.
The manufacturing of aluminum circles for kitchenware is a controlled industrial process rather than a simple cutting operation. From alloy selection and coil preparation to blanking, annealing, flatness correction, inspection, and packing, each stage contributes to the forming quality of the final cookware product.
As a factory producing aluminum circles for cookware, we focus on process stability, traceable specifications, and consistency from batch to batch. This approach helps kitchenware manufacturers reduce forming defects, improve line efficiency, and obtain reliable performance in deep drawing, spinning, and finishing operations.
For buyers evaluating aluminum disc manufacturing capability, the key points are not only diameter and thickness range, but also temper control, edge quality, surface condition, and the manufacturer's ability to match material performance to the intended kitchenware process.











Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
