
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
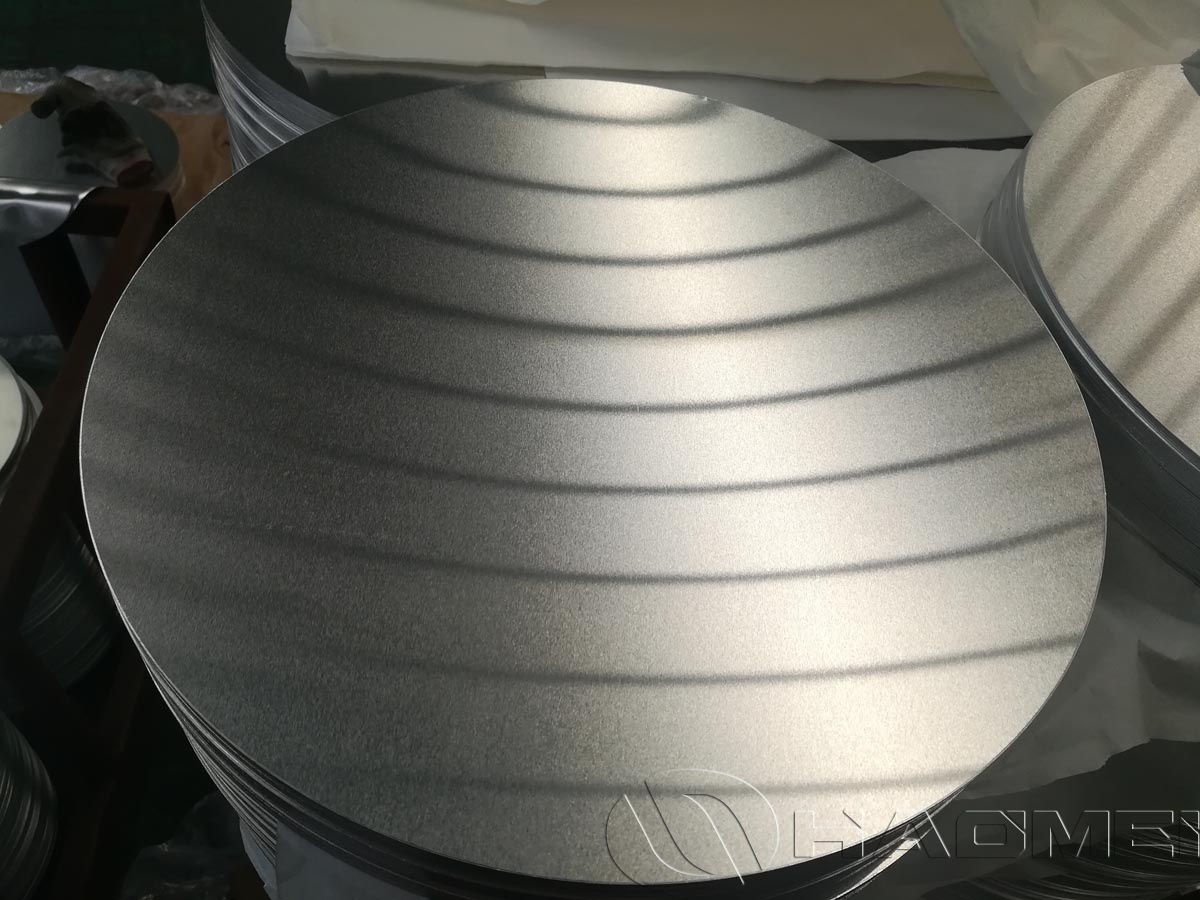
As an aluminum circle manufacturer, we supply 3105 aluminum circles engineered for cookware forming operations, including pressure cooker bodies, lids, and related spun or deep drawn components. Pressure cooker production demands consistent forming behavior, stable thickness, clean edges, and reliable surface quality for subsequent finishing such as anodizing, painting, or polishing.
This article explains how we produce wholesale 3105 aluminum disc for pressure cooker applications, which parameters matter most for forming performance, and how to specify the right temper, thickness, and tolerances for stable mass production.

A 3105 aluminum disc is made from 3xxx-series aluminum alloy (Al–Mn alloy), with manganese (Mn) as the primary alloying element. While maintaining good ductility, this alloy offers higher strength and better corrosion resistance than pure aluminum.
In cookware manufacturing, 3105 aluminum sheet is commonly processed into round blanks (aluminum discs) by stamping/punching or laser cutting. These blanks are then formed into pressure cooker bodies or bottom components through processes such as deep drawing, spinning, or forging.
Thanks to its good formability and stable quality, 3105 aluminum discs play an important role in pressure cooker production.
Advantages of 3105 aluminum discs:
Higher strength margin: With small additions of magnesium (Mg) and manganese (Mn), 3105 maintains good plasticity while achieving higher tensile strength, helping the pressure cooker better withstand and contain instantaneous high internal pressure.
Excellent deep-drawing performance: Pressure cooker bodies are typically deep. 3105 has outstanding ductility and is less prone to earing or cracking during deep drawing, ensuring more uniform thickness of the bottom and side walls.
Superior corrosion and oxidation resistance: When exposed to acidic/alkaline foods and high-temperature steam, 3105 forms a robust surface oxide film. It can maintain metallic luster even after long-term use and does not chemically react with food.
As a factory, we control the production chain from coil selection to finished circles. The typical process route is:
Incoming coil inspection: chemistry verification, surface check, and thickness mapping.
Slitting and leveling: minimizing coil set and improving flatness for stable blanking.
Circle blanking: high-precision punching with controlled clearance and tool maintenance to reduce burrs.
Edge conditioning: deburring or edge smoothing as required by the customer process.
Annealing (if specified): for O temper or controlled intermediate tempers to optimize deep drawing performance.
Surface protection and packing: interleaf paper or film options, moisture protection, and pallet stabilization for export.
In pressure cooker programs, we commonly align the circle properties with the customer draw ratio and tooling condition. For example, aggressive deep drawing may require tighter control of grain size and a more consistent anneal to reduce earing and improve wall thickness distribution.
The table below summarizes typical supply ranges we produce for wholesale 3105 aluminum circles used in cookware. Final values are confirmed by purchase specification and application requirements.
| Item | Typical Range / Option | Notes for Pressure Cooker Production |
|---|---|---|
| Alloy | 3105 | 3xxx series alloy for cookware forming |
| Temper | O, H12, H14, H16 | O temper for deep drawing; H tempers for parts needing higher rigidity |
| Thickness | 0.8 mm to 4.0 mm | Common cookware gauges; heavier gauges used for specific designs |
| Diameter | 100 mm to 1200 mm | Custom diameters per drawing and tooling |
| Thickness tolerance | As agreed, production-controlled | Tight tolerance improves drawing stability and final weight control |
| Diameter tolerance | As agreed, production-controlled | Impacts fit to draw dies and blank holder settings |
| Flatness | Controlled per application | Improves feeding and reduces wrinkling risk |
| Edge quality | Low burr, smooth edge | Reduces crack initiation during drawing |
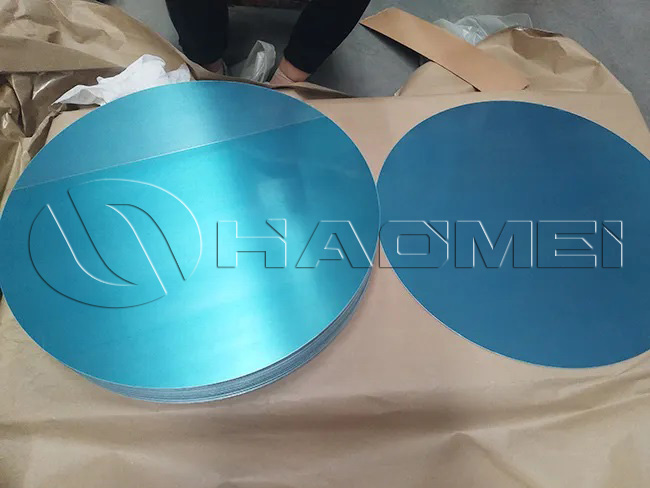
| Surface finish | Mill finish, controlled | Options based on anodizing or coating requirements |
| Lubrication compatibility | Drawing lubricant compatible | Surface cleanliness supports uniform lubrication |
| Packing | Export-grade pallet, interleaf optional | Protects surface to reduce reject rate |
If you require a tighter capability window for automated press lines, we recommend confirming critical tolerances, inspection method, and sampling plan prior to mass production.
1. Reduced Rejection Rate
Thanks to its stable grain structure and heat treatment process, 3105 aluminum discs maintain good structural continuity even after multiple deep drawing processes, minimizing the breakage rate during production.
2. Perfect Surface Finish Compatibility
Whether it's Teflon non-stick coating, hard anodizing, or simple polishing, 3105 offers excellent surface adhesion and color rendering, enhancing the product's quality.
3. Lightweight and Energy-Saving
Compared to stainless steel pressure cookers, aluminum pressure cookers conduct heat more than 3 times faster. The lightweight nature of 3105 alloy not only reduces logistics costs but also shortens cooking time, aligning with modern families' energy-saving and emission-reduction concepts.
Temper selection should be driven by the forming route and the final part requirements.
O temper is typically preferred when the pressure cooker body requires deep draw, redraw, or complex forming. Benefits include:
Higher ductility for deep drawing
Lower risk of tearing at radii
More stable strain distribution in multi-step forming
Considerations:
Surface and lubrication management become more important because softer material can be more sensitive to galling if dies are not well maintained.
H12/H14 tempers are selected where the process is less severe or where higher stiffness is needed. They may be used for lids, rings, or components with lower draw depth.
Considerations:
Higher strength can reduce denting but can also reduce allowable draw ratio.
When in doubt, we support trial planning based on your part geometry, press tonnage, draw beads, and lubricant system.
Pressure cooker manufacturers typically evaluate incoming circles for both visual and mechanical consistency. From our production experience, the following factors drive yield:
Earing is influenced by texture and grain orientation. We manage this through controlled rolling and annealing practice. Stable earing behavior supports predictable trimming allowances and reduces scrap.
Burrs can initiate cracks during deep drawing. We maintain punching tool sharpness, control clearance, and can provide additional edge conditioning when the process requires it.
Surface defects may become visible after polishing or anodizing. We control:
Roll marks and scratches
Embedded particles
Oil contamination
If your finishing process includes anodizing, we recommend aligning surface requirements with your anodizing line sensitivity and specifying acceptable surface criteria.
Uneven thickness can cause non-uniform wall thickness after drawing, affecting strength and dimensional stability. We control coil thickness mapping and track key parameters across lots for repeatability.
To reduce approval cycles and speed up first article validation, we recommend including the following in your RFQ or purchase order:
Part application: pressure cooker body, lid, or ring
Target temper: O or H temper (H12/H14/H16)
Thickness and diameter, including tolerance requirements
Surface requirement: mill finish, anodizing-grade expectation, or coating route
Edge requirement: standard low burr or specified deburring
Packing requirement: interleaf paper, film, or standard separation
Expected forming process: deep drawing depth, number of draws, trimming allowance
Annual volume and batch size expectations
For customers comparing alloys across the 3xxx family, we also manufacture related products such as 3000 Series Aluminum circle solutions, and can discuss differences for forming and finishing based on your product design.
Pressure cooker manufacturers commonly reject circles due to scratches or edge damage that occurs after production, during handling or transit. For wholesale shipments, we focus on:
Stable pallet design to prevent shifting
Moisture protection for sea freight
Optional interleaf to prevent surface rub
Clear labeling for diameter, thickness, alloy, temper, and lot number
These measures help maintain surface quality through international logistics and reduce sorting time at your plant.
Wholesale 3105 aluminum circles for pressure cooker production should be specified and produced with forming stability in mind: temper consistency, thickness control, low-burr edges, and surface quality aligned to the finishing process. As a manufacturer, we focus on process control from coil preparation through blanking, annealing, inspection, and export packing so that your deep drawing and spinning operations run with minimal adjustment and predictable yield.







Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
