
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
As a manufacturer of aluminum circles and discs, we produce 3105 aluminum circle products for lighting reflector applications that require stable forming performance, controlled surface quality, and reliable batch consistency. Lighting reflector manufacturers often need aluminum blanks that can be spun, stamped, deep drawn, polished, coated, or anodized without cracking, orange peel, severe waviness, or surface contamination. For this reason, alloy selection, melting control, rolling schedule, annealing practice, blanking accuracy, and packaging protection must be managed as one complete manufacturing system.
3105 aluminum alloy is a practical choice for many reflector components because it combines moderate strength, good corrosion resistance, and better formability than many harder aluminum grades. In our factory, 3105 aluminum discs are supplied to customers producing LED reflectors, industrial lamp housings, downlight reflectors, street light reflectors, high bay lamp components, and other formed lighting parts. We supply standard mill finish circles as well as surface-controlled blanks suitable for subsequent polishing, brightening, painting, or anodizing.

Lighting reflectors require more than a round aluminum blank. The material must withstand deformation during spinning or drawing while maintaining a uniform surface. If the grain structure is not stable, the reflector surface may show flow lines, uneven gloss, or localized roughness after forming. If thickness tolerance is not controlled, reflector geometry and optical performance may vary from one part to another.
3105 aluminum circle belongs to the 3000 series Al-Mn system. Manganese improves strength and stability while retaining good ductility. Compared with pure aluminum grades, 3105 offers improved mechanical properties for larger reflector bodies and lamp components that need dimensional stiffness. Compared with higher strength alloys, it remains easier to form in O temper or selected H temper conditions.
For buyers evaluating aluminum Circles for Lampshades, the most common priorities include clean surface, predictable elongation, low burr, tight diameter tolerance, and packaging that prevents scratches during export transportation. As a factory, we control these factors from coil selection to final inspection. Customers who need specification details for standard supply can also refer to our 3105 Aluminum Circle product range.
1. Excellent Reflectivity and Anodizing Results: Due to the high purity of the 3105 aluminum alloy, polishing and anodizing create a dense, highly transparent aluminum oxide film on the surface. This yields superior light reflectivity, meeting the light distribution requirements of various lighting fixtures.
2. High Formability and Deep-Drawing Performance: As a classic rust-proof aluminum alloy, 3105 exhibits excellent plasticity in its annealed state. After being stamped or spun into discs, the material is ideal for deep-drawing into deep-bowl shapes or complex curved reflectors, with a low risk of cracking during processing.
3. Superior Corrosion Resistance: The addition of manganese significantly enhances corrosion resistance compared to standard pure aluminum (such as 1050 alloy). It resists oxidation and discoloration—even in harsh environments like humid conditions or outdoor street lighting—ensuring a long service life.
4. Lightweight with High Electrical and Thermal Conductivity: Its low specific gravity helps reduce the overall weight of the lighting fixture. Additionally, its high electrical conductivity (typically reaching 41% IACS) facilitates the rapid dissipation of heat generated by the light source.
Our production starts with qualified aluminum coil or strip produced according to the required alloy and temper. The coil is leveled and inspected before blanking. For lighting reflector aluminum circles, surface defects are carefully checked because minor scratches, stains, or rolled-in particles can become visible after polishing or anodizing.
The main manufacturing stages include coil preparation, precision leveling, circle blanking, edge deburring when required, annealing or temper adjustment, surface inspection, dimensional inspection, cleaning, and packing. For reflector-grade materials, we pay particular attention to the interaction between temper and forming method. Spinning may require different hardness and elongation from deep drawing or stamping. Our technical team confirms the target temper according to the customer drawing, forming route, and final surface treatment.

Blanking dies are maintained to reduce burr height and edge deformation. A smooth edge helps prevent cracking during spinning and reduces tool wear in the customer's workshop. For larger diameter circles, flatness and coil memory are also important. We use suitable leveling and stacking methods to reduce deformation before packing.
The following parameters are typical for 3105 aluminum disc production for lighting reflectors. Final specifications can be adjusted according to drawings, reflector depth, surface treatment, and forming process.
| Item | Typical Specification |
|---|---|
| Product | 3105 aluminum circle, 3105 aluminum disc |
| Alloy | AA 3105, EN AW-3105 equivalent available by agreement |
| Temper | O, H12, H14, H16, custom temper by technical confirmation |
| Thickness range | 0.40 mm to 4.00 mm |
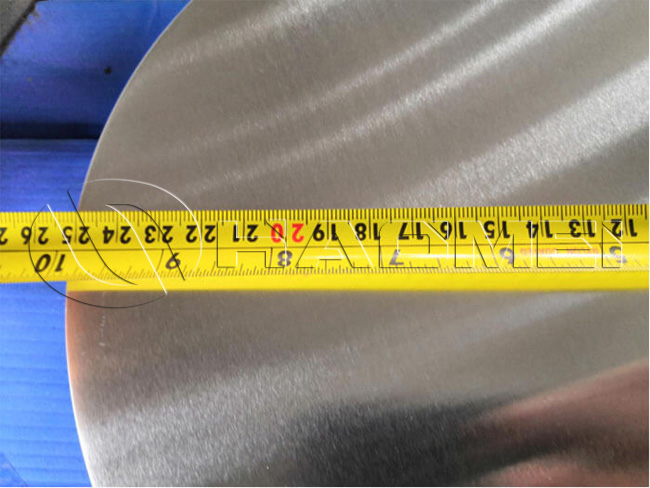
| Diameter range | 80 mm to 1200 mm, larger sizes subject to confirmation |
| Thickness tolerance | Typically +/- 0.01 mm to +/- 0.05 mm depending on thickness |
| Diameter tolerance | Typically +/- 0.50 mm to +/- 1.50 mm depending on diameter |
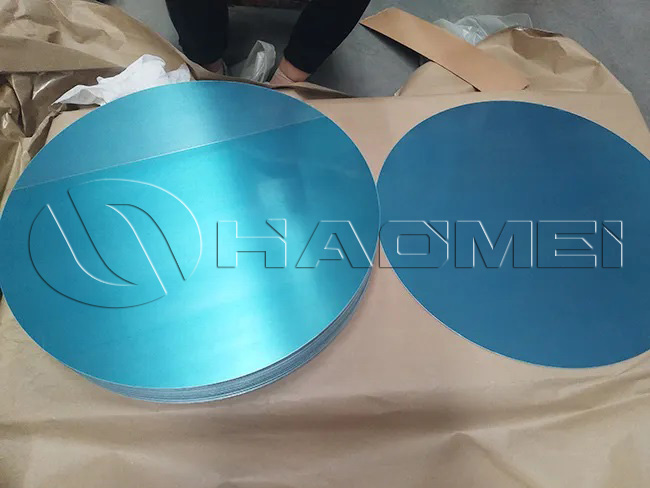
| Surface | Mill finish, bright finish, anodizing quality, polishing quality |
| Edge condition | Sheared edge, low burr edge, deburred edge on request |
| Forming suitability | Spinning, stamping, deep drawing, pressing, flanging |
| Typical applications | LED reflectors, downlights, street lighting, lamp shades, industrial reflectors |
| Packaging | Plastic film, moisture-proof paper, wooden pallet or wooden case |
| Inspection | Alloy, temper, thickness, diameter, surface, flatness, burr, packing |
Chemical composition affects formability, strength, and consistency after annealing. We purchase and process material according to recognized 3105 alloy limits and verify documents for each production batch.
| Element | Typical Limit for 3105 Aluminum |
|---|---|
| Si | max. 0.60 percent |
| Fe | max. 0.70 percent |
| Cu | max. 0.30 percent |
| Mn | 0.30 percent to 0.80 percent |
| Mg | 0.20 percent to 0.80 percent |
| Zn | max. 0.40 percent |
| Ti | max. 0.10 percent |
| Other each | max. 0.05 percent |
| Other total | max. 0.15 percent |
| Al | Balance |
Surface quality is one of the most important reasons customers specify a dedicated aluminum circle manufacturer rather than using random sheet blanks. Lighting reflectors may be polished to a bright finish, chemically treated, anodized, or coated with reflective layers. Each process can magnify defects from the original aluminum disc.
For mill finish 3105 aluminum circles, we control scratches, oil stains, black lines, roller marks, pressure marks, oxidation spots, and foreign particles. For bright or mirror-related reflector applications, additional surface selection is required. The surface must be protected during blanking and stacking because friction between discs may create marks that are difficult to remove later.
Reflectivity depends not only on alloy grade but also on surface preparation and final treatment. Some customers use 3105 as a formed substrate and then apply polishing, anodizing, vacuum coating, or reflective painting. In such cases, our main responsibility is to supply a clean, stable, and formable base circle. When the reflector requires a highly reflective visible surface directly from the aluminum circle, we recommend confirming sample evaluation before mass production.
Different lighting reflector designs require different forming methods. Shallow reflectors may be stamped or pressed. Deep lamp shades and parabolic reflectors are often produced by spinning. Complex reflector housings may include flanging, hole punching, trimming, and secondary forming. 3105 aluminum circle is suitable for these processes when the temper and thickness are correctly selected.
O temper provides high ductility and is commonly used when the reflector depth is significant or when deformation is severe. H12 and H14 tempers offer higher stiffness and are used when the part requires improved shape retention with moderate forming. H16 may be selected for less severe forming or flatter reflector components. We do not recommend selecting temper only by price or stock availability. The forming ratio, tooling condition, lubricant, annealing history, and final surface requirement should be reviewed together.
For reflector manufacturers, the uniformity of mechanical properties across the coil and between batches is essential. If one batch forms well but the next batch cracks or produces surface waves, production stability is affected. Our process control focuses on repeatable coil sourcing, rolling condition, annealing temperature, holding time, and cooling method. This is especially important for export buyers who require repeat orders over a long period.
Quality inspection is performed at multiple stages rather than only at the final packing stage. Incoming coil documents are checked for alloy and temper. During blanking, operators inspect surface appearance, circle diameter, burr condition, and stacking condition. Final inspection includes thickness measurement, diameter verification, surface assessment, flatness check, and packing confirmation.
For lighting reflector aluminum circles, we can provide test reports according to order requirements. Inspection items may include chemical composition, mechanical properties, thickness tolerance, diameter tolerance, and visual surface condition. When customers have critical reflector forming requirements, we recommend trial production with sample discs before confirming large-volume procurement.
Our inspection criteria are practical and application-oriented. For example, a minor surface mark that is acceptable for cookware or general stamping may not be acceptable for a visible lighting reflector. Therefore, customers are encouraged to provide end-use information, surface treatment method, and acceptable defect standards at the inquiry stage. This allows our production and inspection teams to match the correct quality level.
As an export-oriented aluminum circle factory, we support both standard and customized orders. Common customization items include alloy, temper, thickness, diameter, surface finish, edge requirement, packing weight, pallet size, and documentation. We also produce related 3000 series aluminum circles for customers who compare alloy performance across different formed products. For broader material selection, our 3000 Series Aluminum circle category may help buyers evaluate suitable alternatives.
Order details should include the reflector drawing or target diameter and depth, forming method, required temper, surface treatment after forming, annual demand, and delivery schedule. If the customer is replacing another material, information about current problems such as cracking, excessive springback, orange peel, poor polishing result, or unstable diameter can help us adjust the specification.
Packaging is designed for sea freight and long-distance transportation. Aluminum circles are usually separated and protected with moisture-proof materials, then packed on wooden pallets or in wooden cases according to size and quantity. Proper packing prevents edge damage, surface abrasion, water marks, and deformation during loading and unloading.
When choosing 3105 aluminum circle manufacturers for lighting reflectors, buyers should evaluate production capability, quality control, alloy traceability, export packing experience, and technical communication. A reliable manufacturer should understand that lighting reflector blanks are not only sold by weight or diameter. They must be supplied according to forming behavior and surface expectations.
We manufacture 3105 aluminum discs with controlled process parameters and practical inspection standards for industrial lighting applications. Our role is to provide consistent aluminum circle material that supports efficient forming and stable reflector quality in the customer's production line. By confirming alloy, temper, dimension, surface condition, and packing method before production, we help reduce trial costs and improve batch reliability for international lighting manufacturers.






Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
