
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
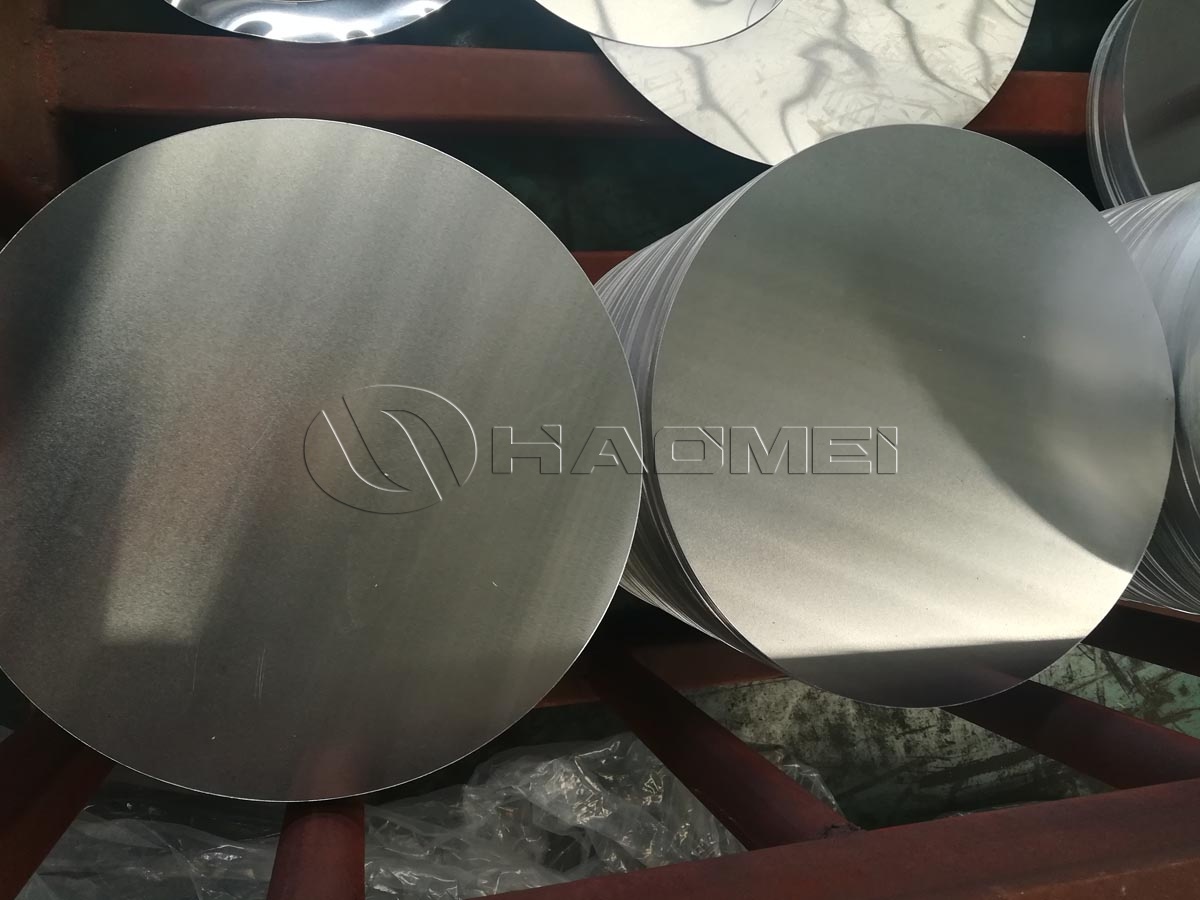
As a manufacturer of aluminum circle discs, we supply 1070 H14 aluminium circle disc stock specifically engineered for cookware forming processes such as deep drawing, spinning, and stamping. In cookware production, consistent formability and surface quality are as important as chemical purity. Our 1070 aluminum circles are produced from controlled-melt 1000 series aluminum, rolled under tight process windows, and blanked with dedicated tooling to achieve stable flatness, low burr, and reliable draw performance.
This article outlines how we manufacture 1070 H14 aluminium circles for cookwares, what parameters matter most for engineering teams, and how to specify circles that run efficiently in mass production.

1070 aluminum belongs to the 1000 series and is characterized by high aluminum content, high thermal conductivity, and good corrosion resistance. For cookwares, these properties contribute to:
Efficient heat transfer: high purity aluminum supports fast and uniform heating.
Stable forming: when controlled properly, 1070 can be drawn or spun with predictable strain behavior.
Good surface response: suitable for anodizing, painting, or non-stick coating systems when surface preparation is consistent.
H14 indicates a strain-hardened temper, approximately half-hard. In cookware circles, H14 is often selected when the forming route requires:
Higher stiffness versus O temper during handling and feeding.
Reduced risk of surface bruising in automated lines.
Controlled draw behavior for specific part geometries.
For deeper draws or more severe spinning, O temper may be preferred. We can advise based on your drawing ratio, punch radius, lubrication, and press capability.
To achieve repeatable performance, our cookware circles are not treated as generic blanks. We control each stage:
Melting and composition control: melt is refined and filtered to reduce inclusions that can print through coatings or initiate tearing.
Hot rolling and cold rolling: rolling schedules are set to balance strength and formability while maintaining thickness stability.
Intermediate annealing when required: used to reset work hardening and tune grain structure.
Final tempering to H14: achieved through controlled rolling reduction and stabilization.
Circle blanking: precision punching/blanking with sharpened dies to minimize burr and edge cracking.
Surface protection: clean, dry packing to maintain surface integrity through transit and storage.
In cookware applications, the weakest link is frequently the edge condition or surface contamination rather than alloy selection. For this reason, our internal controls focus heavily on burr height, edge smoothness, and cleanliness.
Our 1070 H14 aluminium circle disc is used as raw material for:
Frying pans and saute pans
Saucepan bodies and lids
Kettles and small pressure-cooker components
Non-stick cookware bases prior to coating

The following table summarizes typical specifications for our 1070 H14 aluminium circle discs for cookwares. Final values depend on thickness, diameter, and the agreed standard (EN, ASTM, or customer specification).
| Item | Typical specification | Notes for cookware forming |
|---|---|---|
| Alloy | 1070 | 1000 series high-purity aluminum |
| Temper | H14 | Strain hardened, stabilized |
| Thickness range | 0.5 mm to 6.0 mm | Common cookware: 0.8 mm to 4.0 mm |
| Diameter range | 80 mm to 1200 mm | Larger sizes available upon evaluation |
| Thickness tolerance | As agreed (tight control available) | Critical for even draw and base flatness |
| Diameter tolerance | As agreed | Impacts trim allowance and tooling fit |
| Edge condition | Low burr, smooth sheared edge | Reduces edge cracking during drawing |
| Surface finish | Mill finish, clean and uniform | Suitable for coating or anodizing prep |
| Flatness | Controlled for automated feeding | Reduces misfeeds and press stoppage |
| Grain structure | Controlled rolling texture | Affects earing and draw symmetry |
| Compliance | RoHS, REACH available | On request with documentation |
| Packaging | Interleaved or non-interleaved, palletized | Options for export container loading |
If you are comparing against adjacent alloys, our 1000 Series Aluminum circle range includes 1050, 1060, 1070, and 1100, allowing you to standardize sourcing while optimizing forming performance.
Excellent Formability: The H14 temper provides moderate hardness, ensuring shape stability of stamped parts while retaining sufficient plasticity for deep drawing and spinning.
High Thermal/Electrical Conductivity: Higher purity results in higher thermal conductivity. 1070 aluminum discs are ideal for manufacturing high-end kitchenware bases and radiators.
Excellent Corrosion Resistance: Naturally resistant to oxidation in air and water, and exhibits excellent anodizing performance, resulting in a bright and uniform surface after coloring.
Surface Finish Quality: Well-controlled grain size effectively prevents issues such as "orange peel" texture or excessively high "earing rate" during deep drawing.
Earing is influenced by crystallographic texture developed during rolling. For cookware parts that require minimal trimming and good rim uniformity, we tune the rolling process to reduce ear height variation lot-to-lot. When you share your target cup height, draw ratio, and trim allowance, we can propose an appropriate texture target and process route.
In deep drawing and spinning, micro-cracks often initiate at the cut edge if the burr is excessive or if the edge is work-hardened unevenly. We manage this by:
Maintaining die sharpness and punch-die clearance.
Monitoring burr height in-process.
Preventing edge contamination that increases friction and tearing.
If your process includes severe forming, we can discuss edge conditioning options and the feasibility of switching to a softer temper.
Cookware frequently uses PTFE, ceramic, or other non-stick systems that are sensitive to embedded particles or oil residues. Our circle handling and packing are designed to minimize:
Rolling oil carryover
Dust inclusion
Surface scratches from metal-to-metal contact
For coating lines, we recommend specifying acceptable scratch criteria, cleaning process assumptions, and whether interleaving paper/film is required.
Thickness variation affects both forming and cooking performance. In production, it can lead to:
Uneven drawing strain and wrinkling
Variable base thickness after forming
Non-uniform heat distribution in the finished cookware
We support tighter thickness tolerances upon request, subject to order volume and size range.
As a factory, we run QC checkpoints aligned with cookware manufacturing needs rather than only standard coil metrics.
Incoming melt and chemistry verification: ensures 1070 composition stability.
Rolling inspection: thickness mapping and surface inspection.
Blanking inspection: diameter, burr, edge quality, and flatness sampling.
Mechanical property checks: tensile tests performed per agreed sampling plan.
Lot traceability: coil-to-circle traceability supported through labeling and documentation.
For customers running automated presses, consistency between lots is often more valuable than absolute peak properties. We therefore emphasize process stability and provide lot data when required.
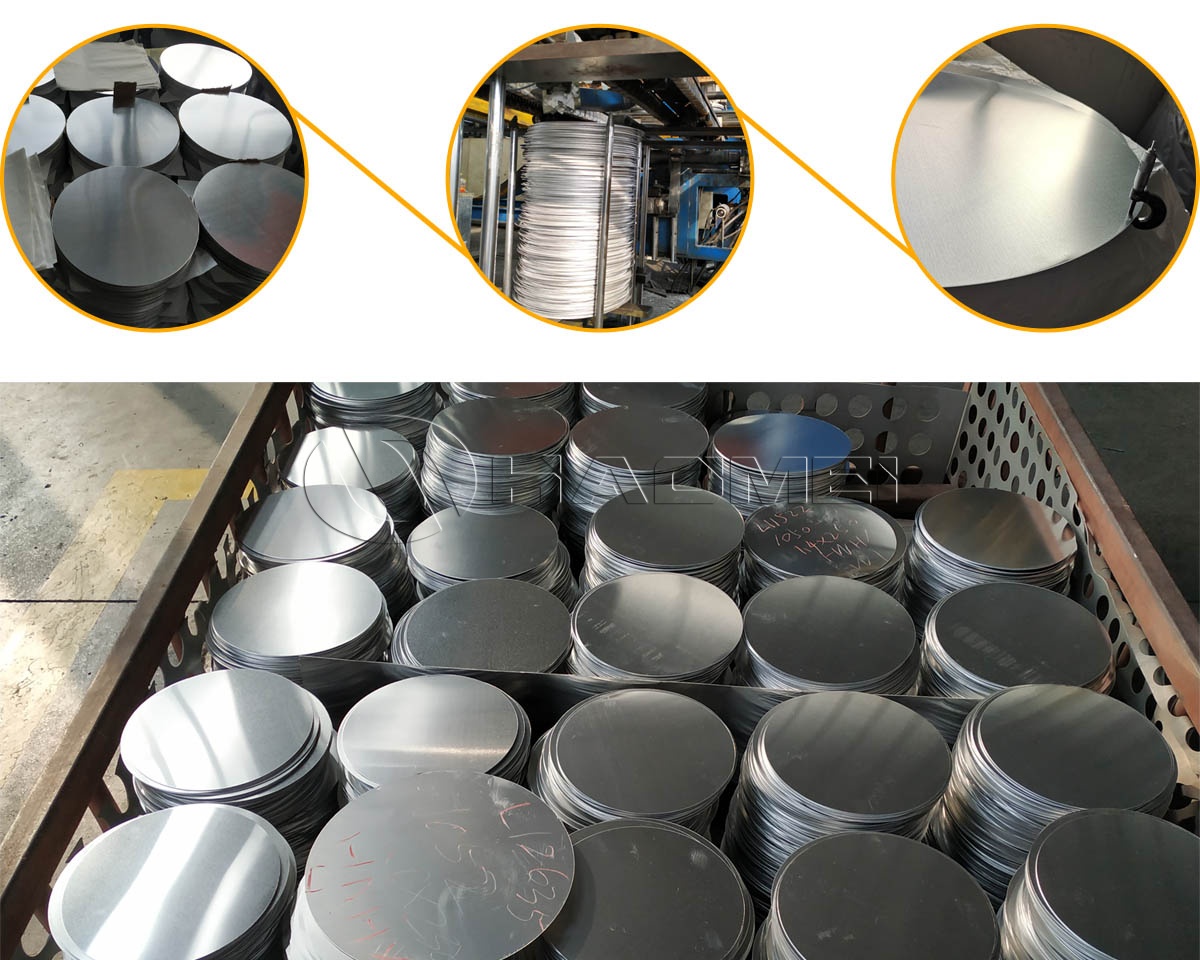
Circle discs can be damaged more easily than coil due to exposed edges and face-to-face contact. We offer export-oriented packing options based on your warehouse and production setup:
Vertical or horizontal packing
Paper interleaving for scratch control
Moisture protection and desiccant options
Wooden pallets suitable for container loading

To avoid press-line issues, we recommend storing circles in a dry area, keeping original wrapping until use, and preventing mixed-lot stacking.
To quote accurately and supply circles that run well on your tooling, we recommend including:
Alloy and temper: 1070 H14
Thickness and tolerance
Diameter and tolerance
Application: deep drawing, spinning, stamping, or combined
Surface requirements: coating, anodizing, or bare mill finish
Packing preference: interleaving, pallet type, max bundle weight
Order quantity and shipment schedule
If you are developing a new cookware item, providing a simple drawing and target forming route helps us recommend temper and edge requirements.
Deep drawing: verify punch radius and blank-holder pressure. If tearing occurs near the rim, review lubrication and edge burr first, then reassess temper.
Spinning: H14 can be suitable for moderate deformation; for aggressive spinning with large reduction, consider O temper or intermediate anneal.
Non-stick coating: specify surface cleanliness expectations and whether you will perform alkaline cleaning or mechanical pretreatment.
Our 1070 aluminium circle disc is manufactured for cookware operations that require consistent feeding, controlled strength, and clean surfaces for finishing processes. By controlling composition, rolling texture, and blanking quality, we deliver circles that support stable deep drawing and spinning with low defect rates. For project evaluation, we can align specifications to your tooling and forming route and provide production-grade packing for export delivery.







Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
