
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
A 3003 H14 aluminum circle is frequently selected because it balances strength and formability, offers reliable corrosion resistance, and performs well in common deep drawing geometries found in cookware, lighting reflectors, and housings. The key is understanding what H14 can and cannot do, and when a softer temper such as O (annealed) is the safer choice.
3003 is an Al-Mn alloy (3xxx series) designed for general forming and corrosion resistance. Compared with many 1xxx series materials, 3003 typically delivers better strength and often improved resistance to handling damage, while still remaining a highly workable alloy for stamping and drawing.
For deep drawing, buyers tend to value four practical characteristics:
Stable forming behavior: Predictable flow stress reduces surprises such as sudden tearing or excessive thinning.
Surface quality: A consistent finish lowers the risk of cosmetic rejection on exposed components.
Corrosion resistance: Important for cookware, food contact environments, and humid or coastal markets.
Availability in circle form: Circle blanks can reduce downstream blanking steps and scrap versus cutting from sheet.
Within this context, H14 is a commonly specified temper when the part needs moderate strength (for dent resistance, rigidity, or maintaining shape) while still being drawable with standard press setups.
3003 is widely used in environments where moisture and mild chemicals are present. It is generally considered suitable for many indoor and outdoor applications, including kitchen and lighting products, where corrosion resistance helps maintain appearance and function over time.
The alloy is known for good formability across typical stamping operations, including drawing, spinning, and flanging. In deep drawing, the critical factors are uniform elongation and the ability to accommodate thinning without localized fracture. In practice, temper selection has a strong influence on the safe draw ratio and the likelihood of defects.
A deep drawn part often undergoes anodizing, powder coating, painting, or polishing. Surface consistency of the circle blank affects how defects show after finishing. For appearance-sensitive parts such as lampshades and reflectors, consistent surface finish can be as important as mechanical performance.
1xxx alloys (such as 1050 or 1060) can provide very high ductility, which is helpful for severe draws, but they may be softer and more prone to denting. 3003 often provides a more robust balance of strength and formability, especially when product handling, shipping, and end-use stiffness matter.
The 3xxx family includes alloys tuned for different strength and forming needs. For buyers evaluating alternatives, it is useful to understand where 3003 sits among options. Many product lines group multiple alloys under a single supply category such as 3000 Series Aluminum circle, then finalize the alloy based on draw depth, surface requirements, and downstream finishing.
Deep drawing performance depends on more than alloy and temper. It is the result of a system: blank quality, lubrication, die radius, blank holder force, and draw schedule. From a material standpoint, a 3003 H14 aluminum circle is typically used when the process is controlled and the draw severity is moderate.
H14 is a strain-hardened temper (work-hardened) with approximately half-hard strength level. Compared with O temper, H14 generally:
Provides higher strength and stiffness, improving dent resistance and part rigidity.
Offers less ductility, which reduces margin for very severe draws.
Can reduce minor post-forming deformation during handling.
In deep drawing, higher strength can increase forming load and may require careful lubrication and die design to avoid tearing at the punch radius or excessive thinning.
Tearing or splitting: More likely as temper becomes harder, especially if the draw is deep or radii are tight.
Wrinkling: Often related to blank holder force and lubrication; softer tempers can be more forgiving, but process control remains critical.
Earing: Influenced by texture and anisotropy from rolling; consistent coil and blanking practice helps manage variability.
Orange peel: Can appear if grain structure is coarse or if deformation is high; material selection and supplier process control matter.
Selecting temper should be tied to draw depth, shape complexity, and surface expectations.
Best suited for: Severe deep drawing, complex shapes, multi-stage drawing, and parts with tight radii.
Why buyers choose it: Maximum ductility and the highest margin against tearing. O temper is often preferred for deep cookware bodies, large lampshades, or components requiring multiple redraw operations.
Best suited for: Moderate draws, shallow-to-medium depth parts, stamping plus light drawing, and products needing higher rigidity.
Difference between H12 and H14: H12 is typically less work-hardened than H14, providing somewhat better formability but lower strength.
Best suited for: Limited forming, shallow stamping, or parts primarily requiring strength and flatness retention.
Note for deep drawing: These tempers are generally less suitable for deep drawing unless the geometry is mild and the process window is well validated.
For procurement, it is useful to define the draw requirement early. If the part design is close to the forming limit, specifying 3003 O aluminum circle rather than 3003 H14 can reduce risk.
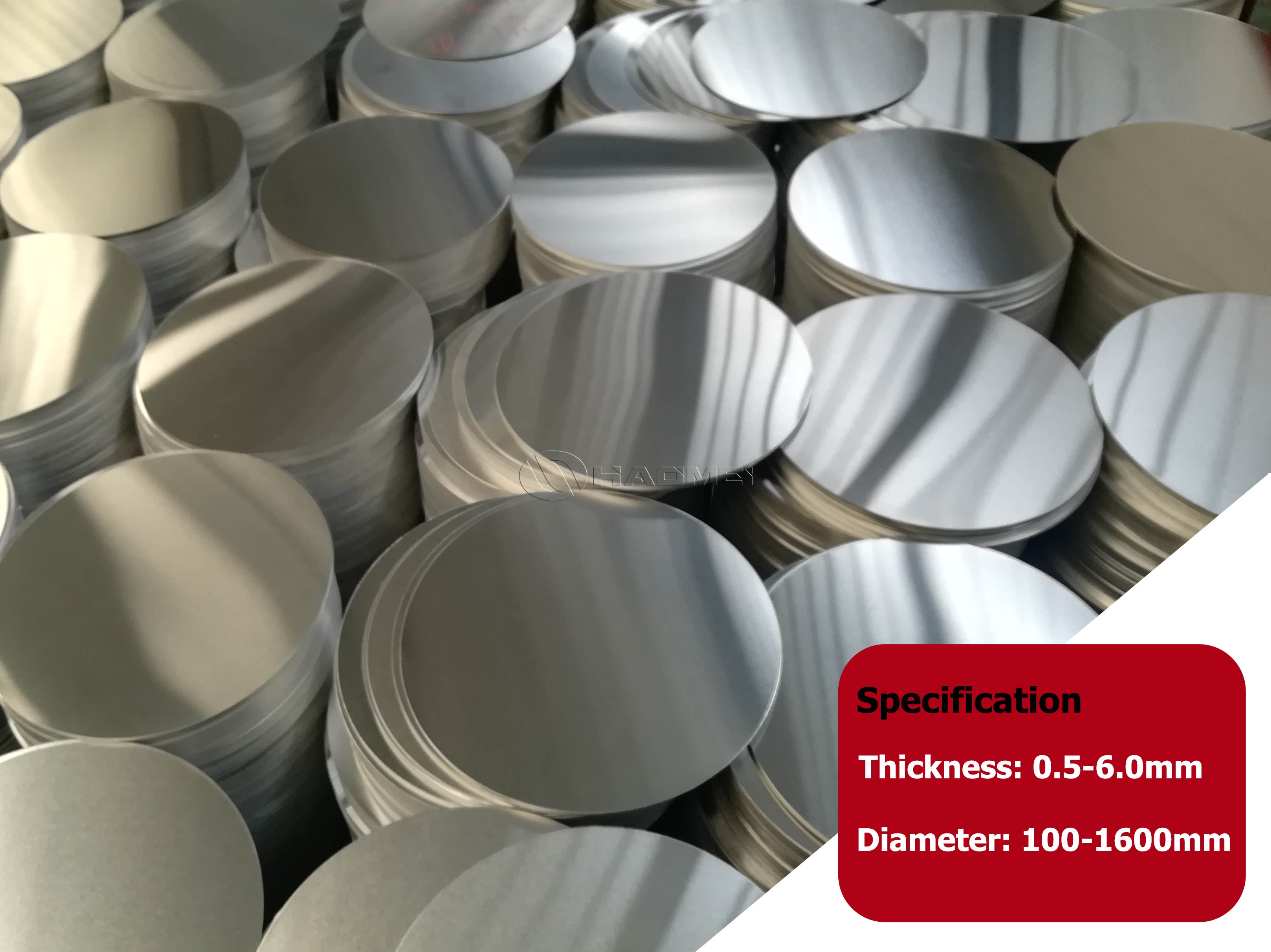
A 3003 H14 aluminum circle is widely used for formed products that require a balance of drawability and strength, including:
Cookware: Fry pans, pot lids, shallow pots, and pressure cookware components where rigidity is useful.
Lighting: Lampshades, reflector components, and decorative shells.
Appliance and industrial housings: Covers, shells, and formed enclosures.
Signage and nameplates: Where round blanks simplify stamping and finishing steps.
In many catalog structures, buyers source these blanks directly as 3003 Aluminum Circle to minimize internal blanking operations and reduce edge-related defects.
Even with the correct alloy and temper, circle quality can determine whether a drawing line runs smoothly.
A cleanly sheared edge reduces the chance of edge cracking in early draw stages. Burr height and edge work-hardening from blanking can influence fracture initiation.
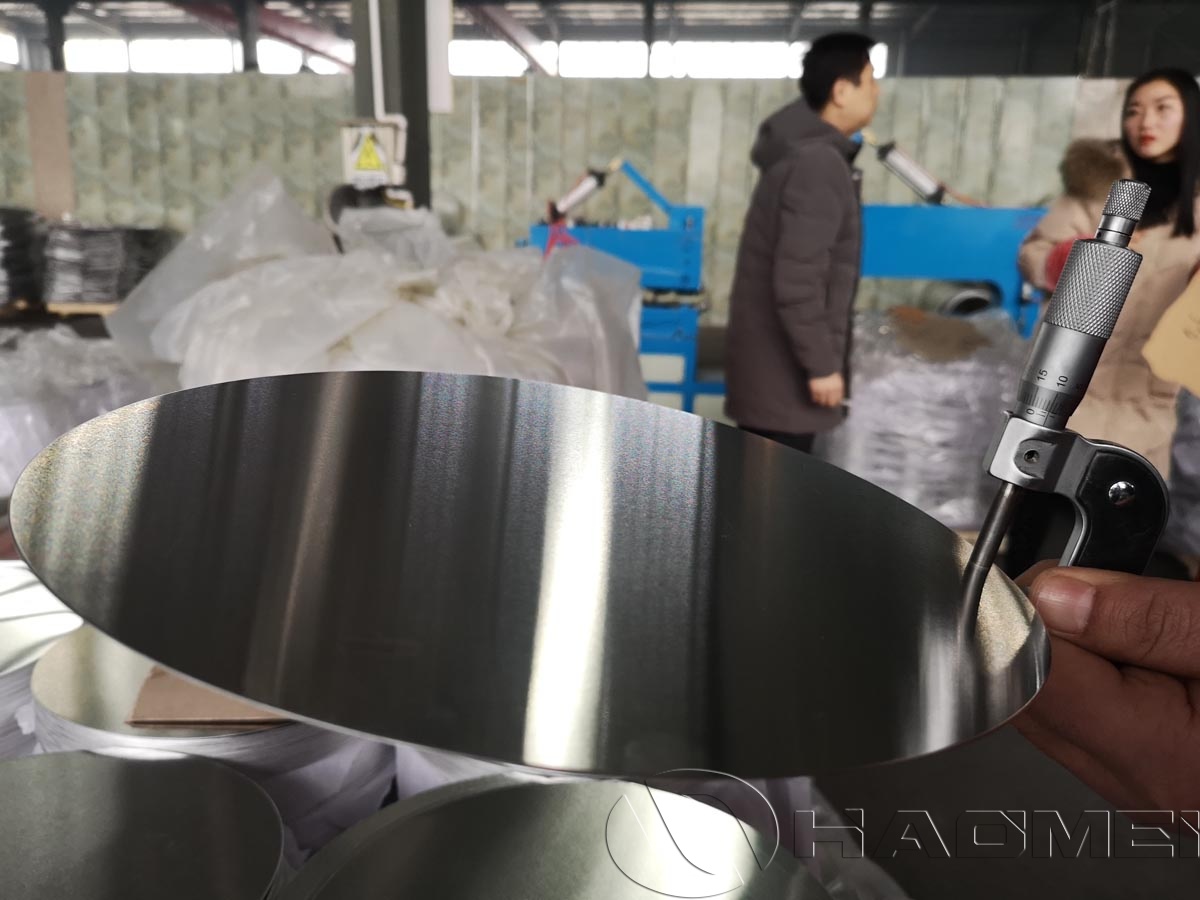
Uniform thickness supports predictable material flow. Variations can cause uneven thinning and localized tearing.
Trapped particles, roll marks, or surface contamination can telegraph through after forming and finishing. For anodized or painted parts, surface control is particularly important.
The chosen temper affects friction behavior in forming. Buyers should verify that the supplier surface condition and the plant lubricant work together to avoid galling or scoring.
The following table lists commonly referenced standards and typical parameters that buyers verify for aluminum circles used in forming. Values are not included here because they vary by specification, thickness, and supplier capability, and should be confirmed in purchase documents.
| Category | What is typically specified | Notes for overseas buyers |
|---|---|---|
| Alloy and temper | AA 3003, H14 (or O, H12) | Temper should match draw severity and finishing plan |
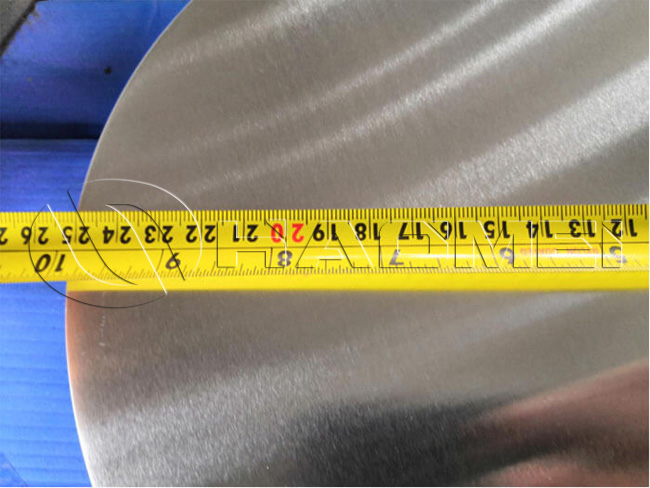
| Product form | Aluminum circle/disc | Circle tolerance and roundness can affect die centering |
| Dimensional checks | Diameter, thickness, flatness | Confirm measurement method and acceptance criteria |
| Surface requirements | Surface finish level, defect limits | Define if cosmetic side is critical for end use |
| Applicable standards | ASTM B209 (sheet and plate), EN 485 (sheet/strip) | Circles are often produced from sheet/coil; confirm which standard is applied in contracts |
| Management systems | ISO 9001 (quality management) | Verify scope and certificate validity with the supplier |
A 3003 H14 aluminum circle for deep drawing is a practical choice when the forming operation is moderate, the part benefits from added stiffness, and corrosion resistance and surface consistency are important. For more severe draw depths or multi-stage redraws, a softer temper such as O is often more appropriate. Aligning alloy and temper with the true forming severity, and controlling blank quality factors such as thickness consistency, edge condition, and surface finish, is central to reducing scrap and stabilizing production outcomes in overseas supply chains.





Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
