
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
As a manufacturing factory specialized in aluminum circle and disc production, we supply 1100, 1050, and 1060 aluminum discs for non-stick cookware to cookware plants and metal forming workshops worldwide. Our production is designed around the forming and coating requirements of cookware bottoms and bodies, including deep drawing stability, surface cleanliness, consistent thickness, and repeatable performance in non-stick coating lines.
Non-stick cookware performance starts with the substrate. The alloy choice, temper, grain structure, and disc edge quality will directly affect drawability, ear formation, coating adhesion, and final appearance. This article explains how we manufacture and control non-stick aluminum discs for cookware applications, and how engineering teams can specify the correct alloy and parameters for reliable mass production.

For most stamped and deep drawn cookware, the 1000 series aluminum circles remains the preferred base material because of its combination of high formability, excellent thermal conductivity, and stable surface behavior during coating.
1100 is widely used where very good formability and a clean surface are required, especially for drawn cookware bodies and lids. Its consistency makes it a common choice for non-stick pans and pressed items that require a uniform appearance after coating.
1050 offers high purity and good deep drawing behavior. In cookware, it is often selected when customers prioritize stable forming and good heat transfer for even heating performance.
1060 has slightly higher purity than 1050 in typical commercial practice and is frequently used for cookware bottoms and bodies where customers need a combination of strong thermal response and robust forming windows.
In our factory, these alloys are processed with cookware-specific controls including grain refinement targets, lubricity-friendly surface finish, and strict cleanliness standards for coating compatibility.
We manufacture discs from aluminum coil and sheet using a controlled sequence designed for cookware conversion lines.
Raw material selection and incoming control: We use qualified coil stock with controlled chemistry and mechanical properties. Each heat is verified before processing.
Annealing and temper control: Cookware discs typically require O temper for deep drawing, and H12, H14, or H24 for stamped bottoms or shallow forming. We control time, temperature, and cooling to achieve stable mechanical properties and minimize variability lot-to-lot.
Precision slitting and blanking: Our blanking lines are set up to achieve consistent diameter, minimal burr, and stable flatness. This is important for automatic feeding, centering, and consistent draw depth.
Deburring and edge conditioning: Edge quality impacts forming cracks and coating defects. We maintain edge requirements suitable for high-speed presses and spinning.
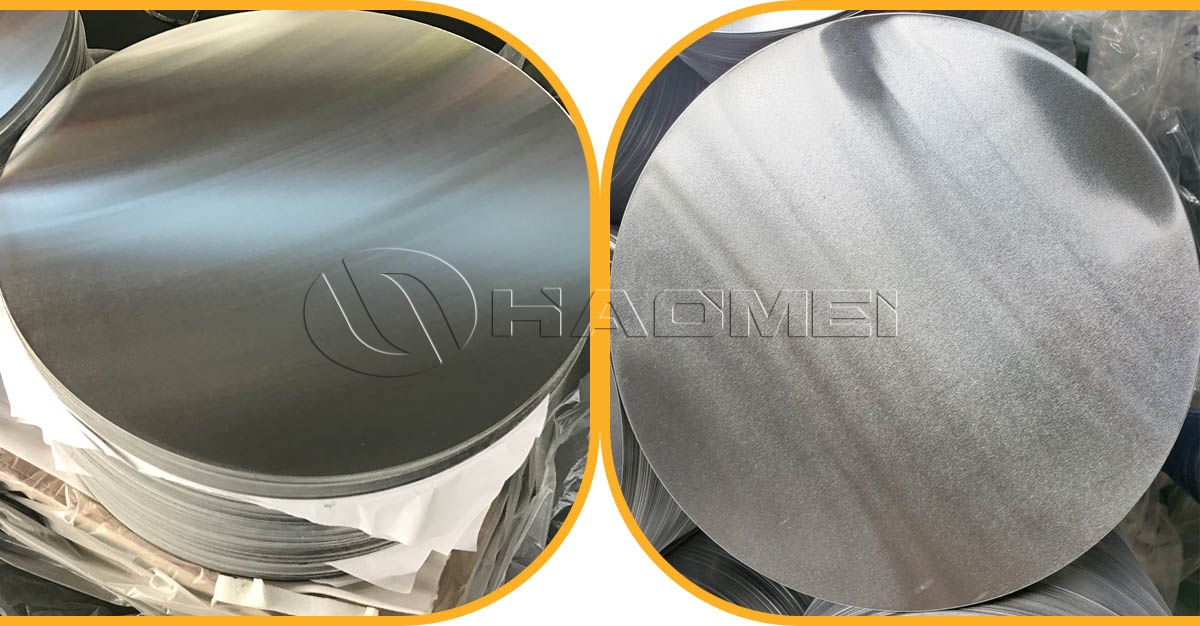
Surface preparation and protection: We supply discs with clean, uniform surfaces suitable for PTFE, ceramic, or other non-stick systems, and we package to prevent abrasion and contamination.
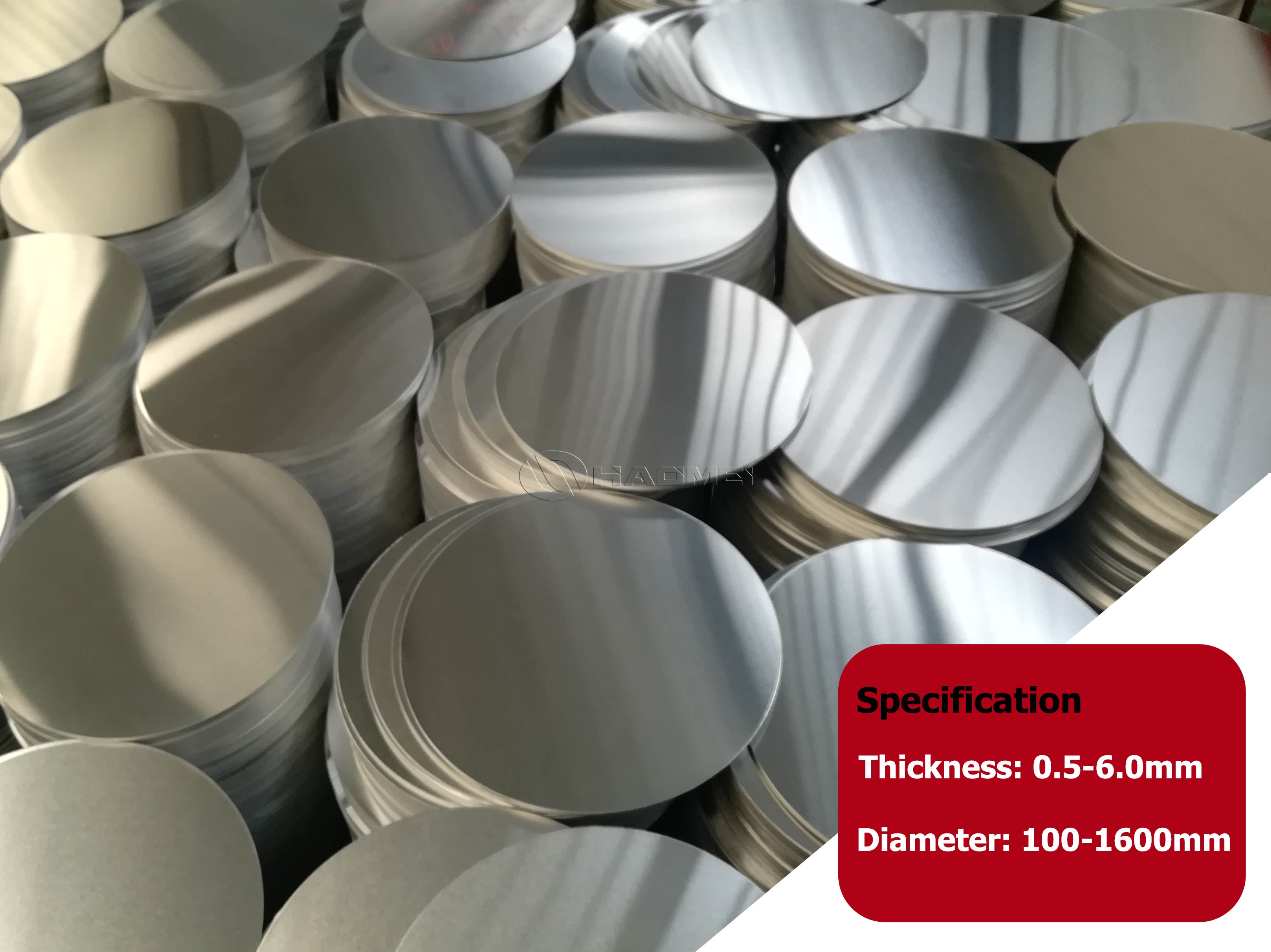
The table below lists our typical manufacturing capability for 1100 / 1050 / 1060 aluminum discs for cookware. Exact values can be customized based on your tooling, draw ratio, and coating line requirements.
| Item | Typical Specification | Notes for Cookware Use |
|---|---|---|
| Alloy | 1050, 1060, 1100 | 1xxx series for high formability and heat conductivity |
| Temper | O, H12, H14, H24 | O for deep drawing, H tempers for shallow stamping |
| Thickness range | 0.30 to 6.00 mm | Common: 0.6 to 3.0 mm for pans and pots |
| Diameter range | 60 to 1200 mm | Large diameters available for deep drawn bodies |
| Diameter tolerance | +/-0.10 to +/-0.30 mm | Depends on diameter and agreed standard |
| Thickness tolerance | Per EN/ASTM agreement | Controlled for stable forming depth |
| Surface finish | Mill finish, bright finish (optional) | Selected for coating appearance and adhesion |
| Edge condition | Smooth edge, low burr | Reduced tool wear and crack risk |
| Flatness | Controlled for automated feeding | Minimizes rocking and misfeed |
| Coating compatibility | PTFE, ceramic, sol-gel systems | Cleanliness and surface stability are key |
| Typical standards | ASTM B209, EN 485 | Or customer-specific requirements |
| Packaging | Interleaved, vertical stack, pallet | Prevents scratches and contamination |
Corrosion resistance: A dense natural oxide film forms on the surface, providing resistance to acid/alkali corrosion and making it suitable for everyday cooking environments (oil, salt, sauces, vinegar). Long-term use is less likely to rust or corrode. 1060, with fewer impurities, offers slightly better corrosion resistance than 1050; 1100 provides stable corrosion resistance and is suitable for cookware used frequently.
Excellent thermal conductivity: Pure aluminum has a much higher thermal conductivity than stainless steel. During cooking, aluminum discs transfer heat quickly and evenly across the entire base, effectively reducing localized hot spots and preventing food from scorching.
Outstanding deep-drawing performance: Cookware typically requires multiple drawing/forming steps. 1000-series aluminum has very high ductility, making it less prone to cracking when forming deep pots and pans.
Strong coating adhesion: For nonstick cookware, the smoothness and consistency of the aluminum surface directly affect the adhesion of PTFE (Teflon) or ceramic coatings. After fine polishing and cleaning, 1000-series aluminum bonds very well with coatings.
Food safety: With low alloying content, there is minimal risk of heavy-metal leaching. It complies with food-contact standards such as FDA and GB 4806. When combined with safe nonstick coatings, it can come into direct contact with food.
Cost differences: 1050 < 1060 < 1100. 1050 offers the best value; 1100, with slightly lower purity but better overall performance, costs more and is suitable for mid- to high-end cookware.
Non-stick cookware manufacturing typically involves stamping, deep drawing, spinning, trimming, and coating. Substrate control must support all steps.
Earing causes uneven rim height after drawing and increases trimming scrap. We manage process parameters to deliver stable anisotropy for cookware forming. When customers provide target draw depth and cup diameter, we can recommend the most suitable temper and processing route.
Coating defects often originate from substrate contamination or inconsistent surface energy. We supply discs with controlled surface condition and packaging that reduces handling marks. For customers with demanding ceramic systems, we can align surface finish and cleaning recommendations with your pretreatment line.
Burrs can initiate cracks during drawing, and microcracks can propagate under thermal cycling. We maintain sharpness control and edge conditioning suitable for high-speed presses.
Uniform thickness improves drawability and also supports even heating. In cookware, thickness is tied to stiffness, bottom deformation resistance, and thermal response. Our thickness control is designed to reduce variability across large-lot production.
Engineering selection depends on forming severity, final design, and surface requirement.
Deep drawn cookware bodies (high draw ratio): O temper in 1050 or 1060 is commonly selected. 1100 is also used where surface appearance consistency is prioritized.
Stamped pan bottoms or shallow drawn items: H12/H14/H24 can be used to balance formability and rigidity.
Non-stick premium appearance requirements: Choose the alloy and finish that best supports uniform coating appearance. In many lines, 1100 is selected for stable cosmetics.
If you share your target diameter, thickness, draw depth, and coating type, we can recommend an alloy and temper combination that reduces trial time and stabilizes production.
Our aluminum circles and discs are manufactured for high-volume cookware conversion, including:
Non-stick frying pans and saute pans
Saucepan bodies and lids
Pressure cooker components
Induction base carrier components (when combined with stainless bonding processes)
Kettles and small kitchenware parts

As a factory shipping to international customers, we package to protect surface quality and maintain traceability.
Vertical stacking to minimize contact marks
Interleaving paper or film when required for cosmetic protection
Palletized wooden packaging for container handling and reduced transit damage
Lot identification including alloy, temper, size, and heat traceability

To support procurement and engineering requirements, we provide consistent manufacturing documentation.
Chemical composition confirmation per alloy
Mechanical property verification per temper
Dimensional inspection for diameter and thickness
Visual inspection for scratches, oil marks, and edge condition
Packaging inspection prior to shipment
On request, we can provide additional records aligned with your internal incoming inspection plan, including tighter sampling plans or customer-specific checklists.







Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
