
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
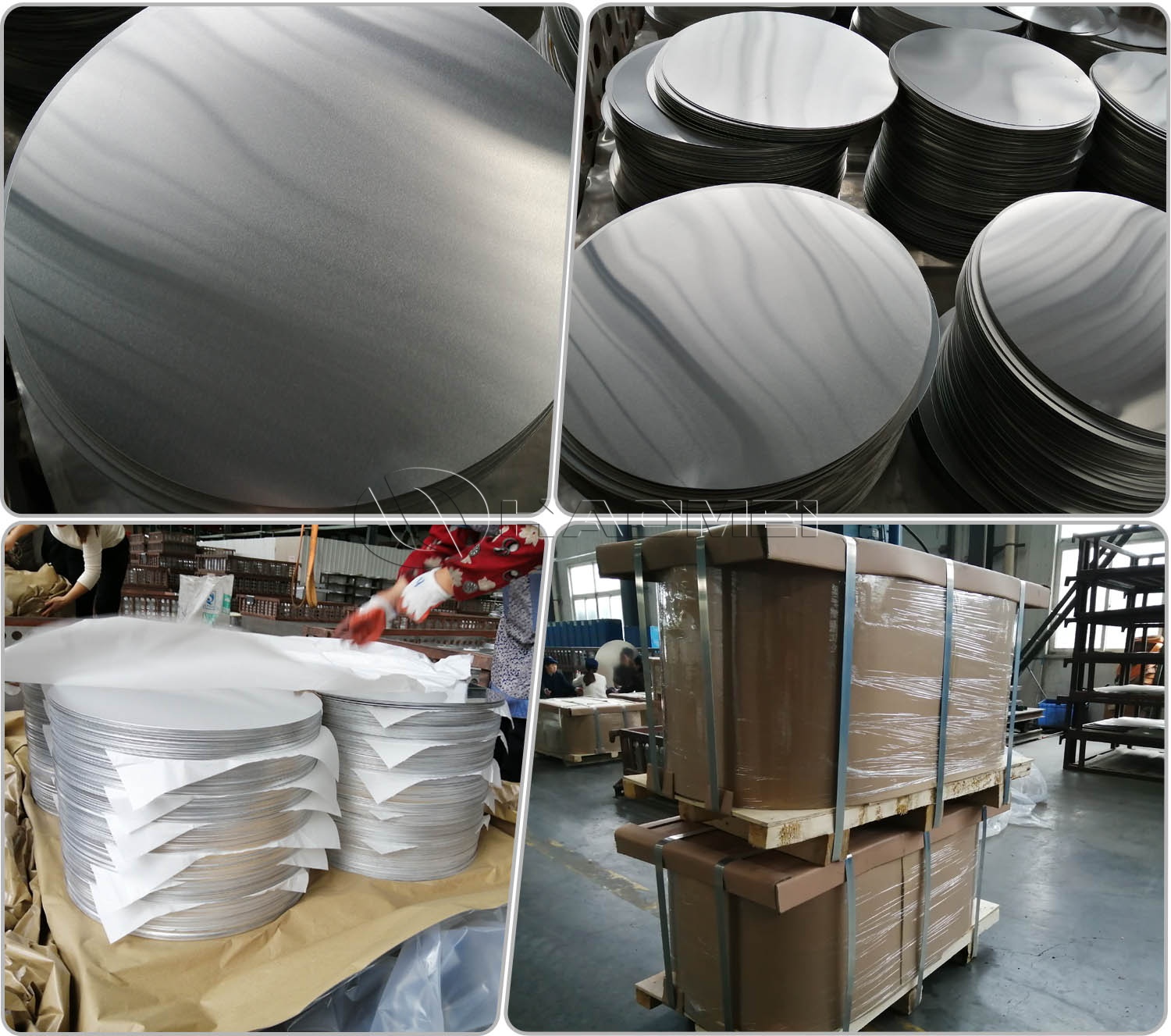
As an aluminum circle manufacturer, we produce spinning-grade 1100-O aluminum circles for lampshade forming, lighting reflectors, decorative lamp covers, and related drawn or spun components. Lampshade production places specific demands on metal flow, surface uniformity, edge quality, and dimensional consistency. For this reason, the blank should not be treated as a standard round sheet only. It must be engineered from the beginning for spinning performance and stable finishing results.
1100-O aluminum circles are widely used for spun aluminum lampshade blanks because the alloy has high aluminum purity, good ductility, excellent corrosion resistance, and reliable surface response after anodizing, polishing, powder coating, or painting. In our factory, production control begins with raw material selection and continues through rolling, annealing, leveling, blanking, inspection, and packaging. The objective is to supply aluminum circles for lampshades that form smoothly, reduce tearing risk, and support efficient downstream production.
Alloy 1100 is a commercially pure aluminum grade with a minimum aluminum content of 99.00 percent. Compared with harder heat-treatable alloys, 1100 in O temper offers a soft and highly workable structure. During metal spinning, the disc is pressed over a mandrel while rotating at high speed. The material must flow evenly without cracking at the rim, wrinkling near the flange, or showing severe surface strain marks after forming.
The O temper condition is important. A properly annealed 1100-O aluminum circle has lower hardness and higher elongation than H temper material. This allows the lampshade manufacturer to form deeper or more complex shapes with fewer intermediate operations. For shallow conical shades, bell-shaped shades, pendant lamp covers, and industrial lighting housings, 1100-O provides a balanced combination of formability and surface quality.
For lighting products, visual appearance is also a key requirement. The external surface may be painted, polished, brushed, anodized, or coated in a decorative finish. Any rolling mark, oil stain, scratch, burr, or embedded particle can become visible after finishing. Therefore, our spinning-grade aluminum discs are produced with controlled surface handling and clean separation between layers.
Our production route is designed to maintain stable mechanical properties and consistent dimensional accuracy across each batch. Depending on the required thickness, diameter, surface grade, and forming depth, we select suitable coil input from controlled rolling processes. For applications requiring higher forming stability and uniform structure, customers may also specify material routes related to Hot Rolled Aluminum Circle production.
The typical manufacturing sequence includes:
Aluminum ingot or slab selection based on alloy composition requirements.
Rolling to the specified thickness range with control of gauge variation.
Intermediate or final annealing to reach the O temper condition.
Tension leveling or precision leveling to improve flatness.
Surface cleaning and inspection before blanking.
Circle blanking using dedicated dies or CNC blanking equipment.
Deburring, diameter inspection, and surface classification.
Paper interleaving, film protection, pallet packing, and shipment.
Each stage is recorded for traceability. For export orders, we normally provide mill test certificates, packing lists, and inspection records according to the agreed specification.
The following table shows common specifications for spinning-grade 1100-O aluminum circles used in lampshade production. Final tolerances can be adjusted according to drawing requirements, blank diameter, thickness, and order volume.
| Item | Typical Specification |
|---|---|
| Product | Spinning-grade aluminum circle / aluminum disc |
| Main application | Lampshades, lamp covers, lighting reflectors, spun housings |
| Alloy | 1100 |
| Temper | O, fully annealed soft temper |
| Aluminum content | 99.00 percent minimum |
| Thickness range | 0.40 mm to 3.00 mm |
| Diameter range | 80 mm to 1200 mm |
| Thickness tolerance | +/-0.02 mm to +/-0.08 mm, depending on thickness |
| Diameter tolerance | +/-0.5 mm to +/-1.5 mm, depending on diameter |
| Tensile strength | Approx. 75 MPa to 110 MPa |
| Yield strength | Approx. 25 MPa to 45 MPa |
| Elongation | Typically 25 percent to 40 percent, depending on thickness |
| Hardness | Approx. 20 HB to 30 HB |
| Surface | Mill finish, bright finish, coated or protected surface on request |
| Edge condition | Clean cut, low burr, deburred on request |
| Flatness | Controlled for spinning and automatic feeding requirements |
| Standard reference | ASTM B209, EN 573, EN 485, or customer specification |
| Packaging | Wooden pallet, moisture barrier, paper interleaving, export packing |
The annealing process directly affects spinning performance. If the aluminum circle is not fully softened, cracking may occur during deep spinning. If annealing is uneven, one side of the blank may flow differently from the other side, causing eccentric deformation or inconsistent wall thickness. We control furnace temperature, holding time, coil loading, and cooling conditions to achieve uniform O temper properties.
Lampshade products usually require a clean outer surface. Surface defects that may be acceptable in hidden structural parts can be unacceptable for lighting components. Our inspection focuses on scratches, oxidation spots, rolling marks, water stains, black lines, oil residues, and dents. For products requiring anodizing or polishing, we recommend confirming surface grade in advance so that the proper raw material and handling process can be selected.
The aluminum circle diameter affects material clamping, spinning allowance, flange width, trimming volume, and final lampshade dimensions. Oversized blanks can increase scrap, while undersized blanks may not allow complete forming. Our blanking process uses controlled tooling and sampling inspection to maintain diameter accuracy and roundness.
Burrs can cause scratches during stacking and can interfere with spinning operations. A sharp or uneven edge may also become a starting point for tearing during forming. We maintain blanking dies and provide deburring when required, especially for automatic feeding lines or high-speed spinning equipment.
Spun lampshades are sensitive to directional grain effects. A uniform metallurgical structure helps reduce surface waviness and uneven thinning. Through rolling and annealing control, we aim to provide discs that support smooth deformation around the complete circumference.

Spinning-grade 1100-O aluminum discs are suitable for many lighting products, including pendant lampshades, ceiling lamp covers, downlight housings, industrial reflectors, decorative interior shades, outdoor lamp covers, and custom lighting enclosures. The same material can also be used for shallow drawing, stamping, and flanging processes when the forming ratio is within the material capability.
When selecting aluminum circles for lampshades, the buyer should consider the final shade depth, wall thickness target, surface finish, trimming allowance, and forming equipment. For example, a deep conical lampshade may require a larger blank diameter and softer temper than a shallow flat cover. A mirror-polished decorative shade may require stricter surface protection than a part that will be powder coated after forming.
Our engineering and sales teams review customer drawings or sample dimensions before production. We may suggest adjustments to thickness, diameter, temper, or surface protection if the current specification may increase cracking, wrinkling, or finishing risk. As a factory, our role is not only to cut circular blanks but also to supply material that fits the actual forming process.
1100-O aluminum circles can support several common lighting finishes:
Powder coating for decorative indoor and outdoor lampshades.
Liquid painting for standard commercial lighting products.
Anodizing when a clean metallic surface is required.
Mechanical polishing for reflective or decorative surfaces.
Brushing for satin appearance and architectural lighting.
For anodized or polished products, surface consistency before forming is critical. Some marks may become more visible after stretching during spinning. We recommend trial production for new lampshade designs, especially when the final product has a high-gloss or exposed metallic finish.
Our quality control system includes incoming material analysis, gauge inspection, mechanical property testing, surface inspection, circle diameter measurement, flatness checking, and packing verification. For regular orders, sampling is performed according to the agreed inspection plan. For critical lampshade projects, we can add more frequent checks or special inspection items.
Typical inspection points include:
Alloy composition confirmation.
Temper and mechanical property verification.
Thickness measurement at multiple positions.
Diameter and roundness checking.
Visual inspection under suitable lighting.
Edge burr inspection.
Flatness and stacking condition review.
Packaging strength and moisture protection check.
We understand that aluminum circle defects may not be discovered until the customer starts spinning. Therefore, we focus on preventive control rather than only final inspection. Stable coil selection, clean workshop handling, and correct annealing are more effective than sorting defects after blanking.
Proper packaging protects the surface and edge quality during long-distance transportation. Our standard export packaging includes moisture-resistant wrapping, paper or film interleaving when needed, strong wooden pallets, edge protection, and secure strapping. For bright surface or polished-grade requirements, additional protective film or customized packing can be arranged.
Labels normally include alloy, temper, thickness, diameter, batch number, net weight, gross weight, and customer order information. This helps the receiving warehouse identify the material quickly and maintain traceability during production.
To prepare an accurate quotation and production plan for spinning-grade 1100-O aluminum circles, please provide the following information:
Alloy and temper, such as 1100-O.
Thickness and diameter.
Quantity or monthly consumption.
Surface requirements and final finishing method.
Edge requirement, such as standard cut edge or deburred edge.
Packing requirement.
Applicable standard or technical drawing.
Intended forming process, such as spinning, stamping, or drawing.
For customers sourcing dedicated Aluminum Circles for Lampshades, we can support sample orders, trial batches, and regular production shipments based on confirmed specifications.
Spinning-grade 1100-O aluminum circles for lampshades require more than basic dimensional conformity. The material must provide soft and stable temper, clean surface, accurate diameter, controlled edge quality, and reliable forming performance. As a manufacturer, we control these factors through rolling selection, annealing management, precision blanking, inspection, and export packaging.
For lampshade producers, selecting the correct aluminum circle specification can reduce forming defects, improve finishing yield, and support consistent production. 1100-O remains one of the most practical alloy and temper combinations for spun aluminum lampshade blanks where ductility, corrosion resistance, and surface quality are required.











Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
