
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
In modern industrial manufacturing, the deep-drawing process is widely used in producing cookware, automotive components, containers, and electronic device housings. Among numerous aluminum alloys, 3003 aluminum discs have become one of the most widely used and most trusted materials in the field of deep drawing due to their exceptional balance of strength, formability, and corrosion resistance.
3003 aluminum belongs to the Al-Mn (aluminum–manganese) alloy family. Its main alloying element is manganese (Mn), typically ranging from 1.0%-1.5%. The addition of manganese significantly improves strength while maintaining the excellent processing characteristics of pure aluminum.
Different deep-drawing products require different states of material hardness. The most commonly used tempers include:
H14 (Semi-hard)
Provides an excellent balance between formability and strength.
A top choice for most deep-drawing applications.
H24 (Quarter-hard)
Offers better formability than full-hard tempers.
Suitable for deep-drawing operations requiring larger deformation.
O Temper (Annealed)
The softest state, featuring maximum ductility.
Ideal for multi-step deep drawing and extremely complex deformation.

Excellent deep-drawing performance: 3003 aluminum possesses medium to high ductility, capable of withstanding significant plastic deformation without cracking or wrinkling, a primary condition for successful deep-drawing.
Good balance between strength and formability: Compared to pure aluminum (such as 1100), 3003 has approximately 20% higher strength, meaning the formed workpiece maintains better shape stability and possesses a certain level of structural strength.
Excellent corrosion resistance: The oxide film formed on its surface effectively resists corrosion from the atmosphere, water, and various chemicals, making it particularly suitable for kitchenware, containers, and other products that come into contact with food or the environment.
Excellent surface treatment performance: The smooth surface of 3003 aluminum discs facilitates subsequent treatments such as anodizing, spraying, and electroplating to meet various appearance and functional requirements.
Good weldability and brazing performance: Facilitates the connection of formed components with other parts.
Non-magnetic and non-toxic: Makes it suitable for electronic instrument housings and food and pharmaceutical packaging.
Moderate cost: Priced approximately 15%-20% lower than 5052 aluminum, with high recycling value, suitable for mass production, and highly efficient automated deep drawing process.
Environmentally friendly: 100% recyclable aluminum.
Surface quality: Smooth surface, good plasticity, and pressure resistance, meeting the strength and rigidity requirements of power battery casings.
| Alloy | 3003 |
| Temper | O, H14, H18, etc. |
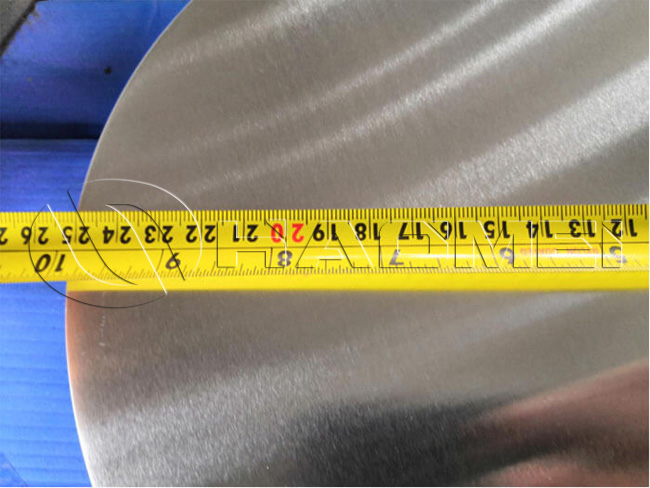
| Diameter | 50-1000 mm |
| Thickness | 0.5-6.0mm |
| Production Process | CC / DC |
| Surface Finish | Anodized, coated, brushed, polished |
| Elongation | 20-35% |
| Tensile Strength | 145-190 MPa |
| Yield Strength | 95-125 MPa |
| Packaging | Export wooden pallets |
| MOQ | 1-3 tons |
High-end cookware: Deep-drawn pot bodies, such as skillets, saucepans, and pressure cooker inner pots. 3003's excellent thermal conductivity and formability make it an ideal substrate for non-stick coatings.
Lighting equipment: Lampshades, reflectors, LED heat sink housings. 3003 is easily stretched into complex reflective surfaces.
Automotive parts: Fuel tank caps, filter housings, wheel hub caps, and other deep-cavity components.
Packaging containers: Various bottle caps, cans, aerosol can bases, etc.

Rolling of Aluminum Sheet
Hot rolling or cold rolling to required thickness (0.2-2.0 mm).
Circle Blanking/Stamping
Automatic punching ensures smooth, burr-free edges.
Annealing Treatment
Restores metallurgical uniformity and enhances ductility.
Surface Treatment
Brushed, bright, or mill-finished surfaces according to application.
Deep Drawing
Multi-step stretching according to mold design.
Trimming & Surface Inspection
Ensures dimensional accuracy and perfect appearance.
Q1: Which is better for deep drawing, 3003 or 5052 aluminum discs?
A1: The advantage of 3003 is its better ductility, making it easier to deep draw, especially suitable for workpieces with complex shapes and large drawing depths, and it is usually less expensive. 5052 contains magnesium, making it stronger and more fatigue-resistant, but its formability is slightly inferior to 3003. The choice depends on your primary needs: choose 3003 if you prioritize ultimate formability; choose 5052 if you prioritize finished product strength.
Q2: Does 3003 aluminum crack easily during deep drawing?
A2: High-plasticity O-state aluminum discs have a low probability of cracking, but thickness uniformity, mold lubrication, and stretching speed need to be controlled.
Q3: What causes "earing" at the edge of deep-drawn 3003 aluminum?
A3: This is the "earing" phenomenon, mainly caused by the crystal texture (grain orientation) of the aluminum material. This is a common phenomenon in deep drawing of aluminum alloys, which can be minimized through good sheet metal control and professional mold design, and removed in subsequent edge trimming processes.
Q4: What surface treatments can be applied to deep-drawn 3003 aluminum parts?
A4:Common methods include:
Anodizing for hardness, corrosion resistance & decorative finish
Powder coating for color and surface protection
Chemical or electrolytic polishing for mirror-like brightness






Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
