
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
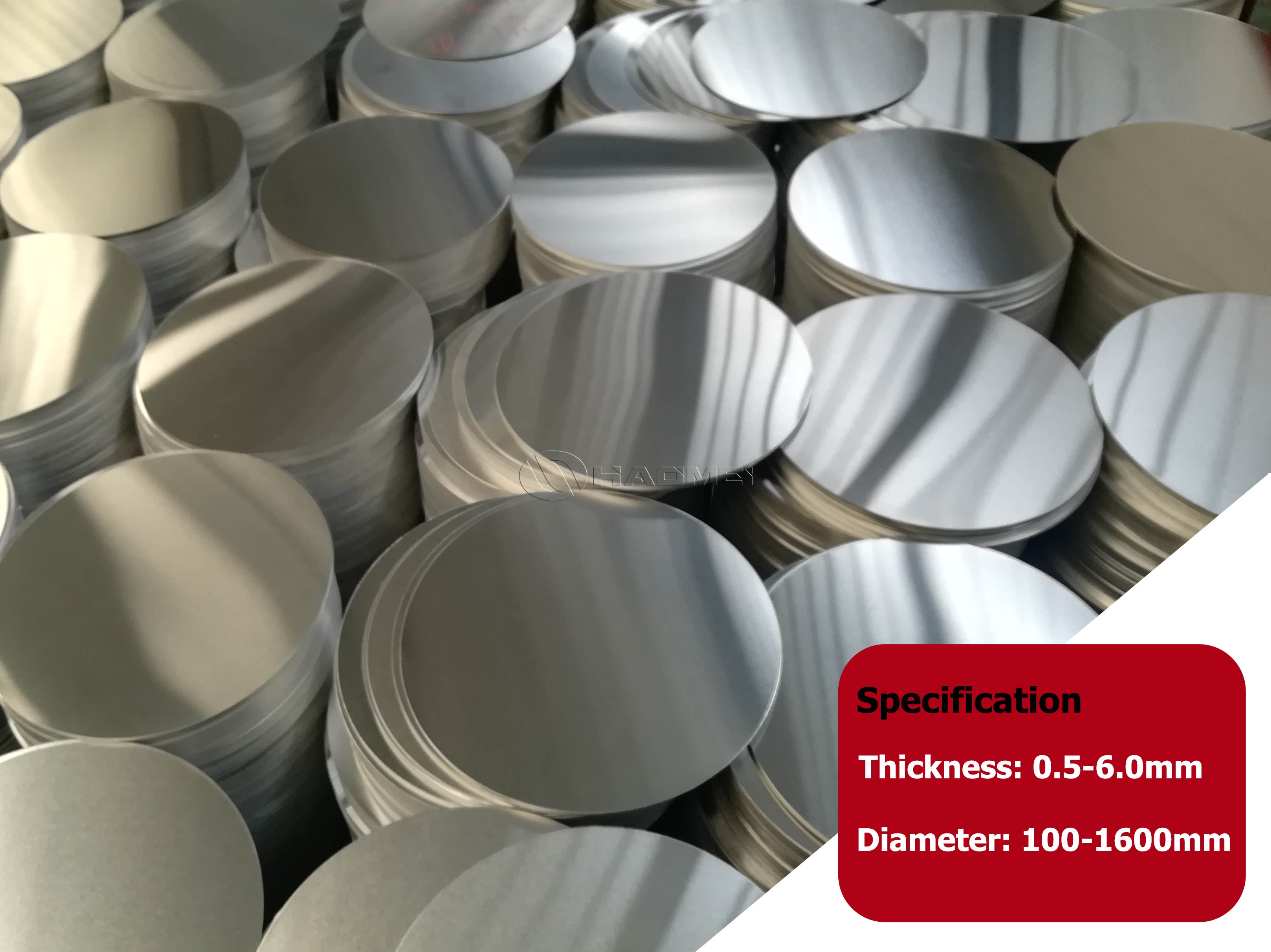
As a rolling and blanking manufacturer of aluminum circle and disc products, we routinely support OEM buyers who must choose between 3xxx and 5xxx series alloys for stamping, deep drawing, spinning, and anodizing. Two common options are 3105 aluminum circle and 5052 aluminum circle. Although both can be supplied as circles/discs, their metallurgy and processing windows are different, which directly affects formability, surface quality, corrosion resistance, and cost structure.
This article explains how we manufacture each alloy in circle form, what specifications we control, and how to select the correct grade for cookware, lighting reflectors, caps, covers, and general forming parts.
3105 is an Al-Mn based alloy in the 3xxx family. In circle applications it is valued for stable formability, consistent surface after rolling, and cost effectiveness. It is commonly chosen for general-purpose deep drawing and spinning when extreme strength is not required.
5052 is an Al-Mg alloy in the 5xxx family. It offers higher strength and better marine/chemical corrosion resistance than 3xxx alloys. Buyers specify 5052 circles when the component needs improved fatigue performance, better salt-spray resistance, or additional rigidity after forming.
From a factory perspective, the most important difference is that 5052 has a narrower forming and surface window due to Mg-related surface sensitivity and higher work hardening, while 3105 is more forgiving for high-volume drawing/spinning lines.
We produce circles from DC casting slab or hot-rolled coil, followed by cold rolling, intermediate annealing as required, final gauge rolling, and circle blanking (or precision cutting).
| Item | 3105 Aluminum Circle (Typical) | 5052 Aluminum Circle (Typical) |
|---|---|---|
| Alloy series | 3xxx (Al-Mn) | 5xxx (Al-Mg) |
| Common tempers for circles | O, H12, H14, H16 | O, H32, H34 (also H12/H14 in some specs) |
| Thickness range (mm) | 0.20 to 6.00 | 0.20 to 6.00 |
| Diameter range (mm) | 80 to 1200 (custom) | 80 to 1200 (custom) |
| Typical elongation trend | Higher in O temper, stable for drawing | High in O temper, stronger work hardening |
| Strength trend | Medium | Higher than 3105 at similar temper |
| Corrosion resistance | Good in general environments | Very good, suitable for humid/salt exposure |
| Anodizing appearance | Generally uniform, good for functional anodize | Acceptable, but appearance uniformity depends on melt/rolling control |
| Deep drawing behavior | Good, lower press load | Good in O, higher press load; careful die lubrication advised |
| Spinning behavior | Stable, low cracking risk in O | Strong, may require optimized anneal and tool path |
| Welding | Generally weldable | Excellent weldability |
| Typical standards | ASTM B209, EN 485, EN 573 | ASTM B209, EN 485, EN 573 |
Note: Mechanical properties are defined by temper and thickness. We provide mill test certificates (MTC) per heat/lot, including chemistry and mechanical results per the agreed standard.
3105 is typically selected when the part requires reliable forming with controlled cost:
Cookware bodies, lids, and spun components
Lighting housings and general formed covers
Appliance and HVAC formed parts
Caps, closures, and shallow drawn containers
When customers need a stable 3xxx alloy circle with predictable processing, we also manufacture 3105 Aluminum Circle in both O and H tempers tailored to press forming.
5052 is commonly specified when strength and corrosion resistance are primary:
Marine and coastal environment components
Outdoor enclosures and covers
Chemical and industrial equipment parts
Stronger cookware parts or handles where rigidity is required
For deep drawing of 5052, we typically recommend O temper where feasible, followed by forming and, if needed, subsequent strengthening via controlled work hardening in the downstream process.
3105 (O temper): generally provides stable deep draw performance with lower press loads and good tolerance to process variation.
5052 (O temper): can draw well, but requires higher forming force and more careful lubrication and die design. Its stronger work hardening can increase the risk of tearing if the draw ratio is aggressive.
In practice, for high-volume cookware drawing where cycle stability is key, 3105 is often more forgiving. For parts where strength after forming matters, 5052 becomes the preferred choice.
Spinning performance depends on grain structure and residual stress. Our manufacturing control targets flatness and uniform anneal.
3105: typically shows stable spinning with lower tendency to edge splitting under normal forming paths.
5052: provides higher rigidity but may need optimized annealing and tool path control to reduce localized thinning or surface galling.

5052 has an advantage in humid, salt, or mildly corrosive environments because Mg improves corrosion performance.
3105 performs well in typical indoor and general outdoor use but is not usually the first choice for marine exposure.
If the circle will be anodized for appearance (not only functional protection), alloy selection and melt cleanliness matter.
3105 tends to produce uniform anodized appearance under controlled processing.
5052 can anodize well, but appearance uniformity is more sensitive to chemistry variation and surface condition.
For decorative anodizing, we recommend confirming the required appearance standard, performing sample anodizing, and aligning on surface acceptance criteria before mass production.
From our production planning perspective:
3105 is generally easier to schedule for large, repeating orders due to broad market demand in the 3xxx family and stable rolling conditions.
5052 may involve tighter process control and sometimes longer lead times depending on temper, surface requirements, and certification scope.
Actual cost depends on ingot premium, temper, thickness, inspection level, and scrap yield for the requested diameter map.
We typically guide OEMs using the following decision logic:
Choose 3105 aluminum circle when you prioritize consistent deep drawing/spinning, good surface, and cost efficiency for cookware and general formed parts.
Choose 5052 aluminum circle when you need higher strength, better corrosion resistance, or improved durability in outdoor or marine-adjacent use.
To reduce qualification risk, we recommend:
Define forming method (deep drawing, stamping, spinning) and target temper.
Confirm surface requirement (mill finish vs anodizing grade).
Run a pilot trial with production tooling using our sample circles from the same process route intended for mass supply.






Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
