
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
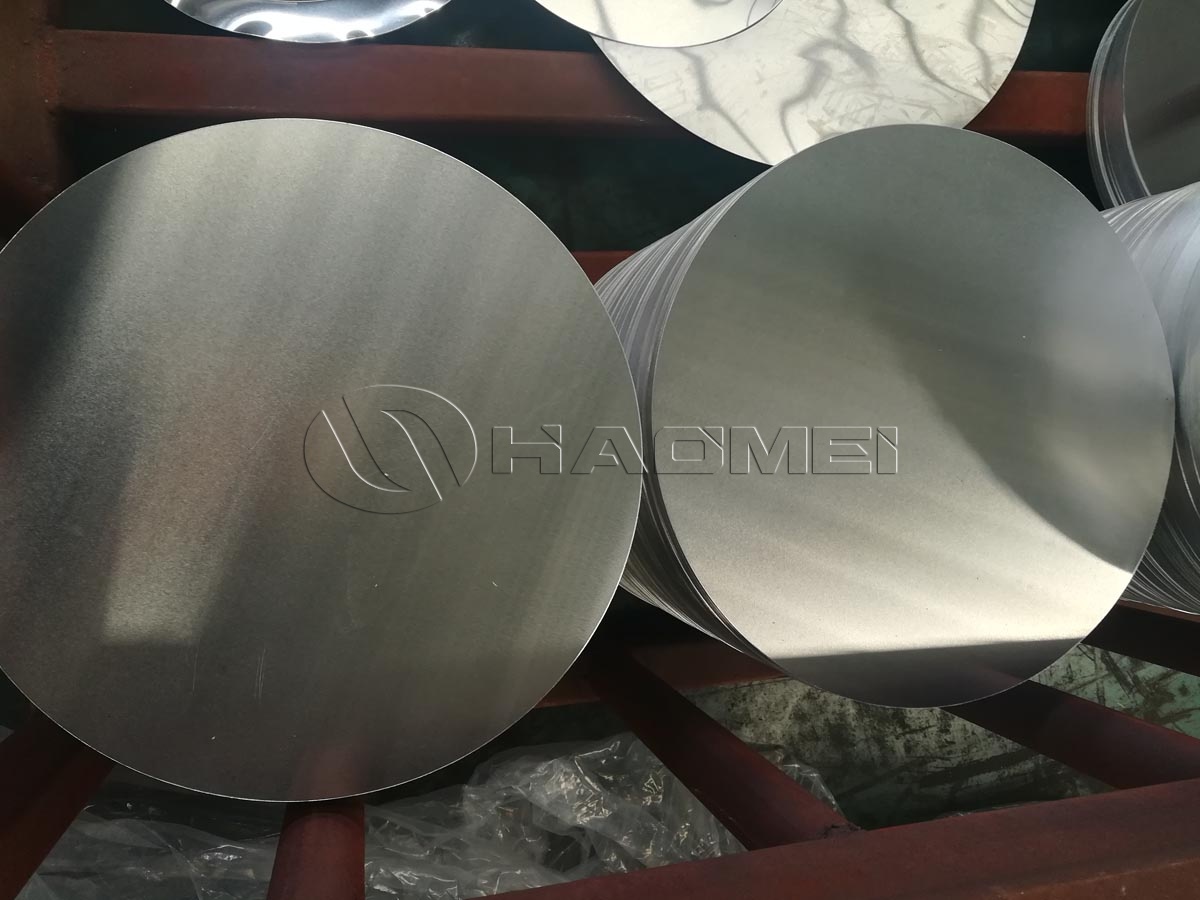
As a dedicated aluminum circle manufacturer, we supply DD/DC 3105 aluminum circle products designed for stable forming performance in high-volume industrial stamping and deep drawing. In many end uses, the disc is not a simple cut blank. It is the starting material for components where surface quality, thickness consistency, and controlled mechanical behavior directly influence yield, tool wear, and final appearance.
For applications such as cookware bodies, lamp reflectors, small appliance housings, signage, and general formed covers, 3105 is widely selected for its balanced combination of formability, moderate strength, and good corrosion resistance. When customers specify DD (deep drawing) or DC (drawing quality), they are specifying not only an alloy but also a manufacturing route, metallurgical condition, and quality discipline that reduce earing, tearing, and surface defects during forming.
We produce 3105 aluminum circles from DC-cast or hot-rolled feedstock, with dedicated slitting, blanking, and finishing processes to deliver consistent discs for automated presses and spinning lines.
AA 3105 is an Al-Mn alloy (3xxx series). The Mn addition improves strength compared with 1xxx series while keeping good ductility. For many drawn parts, this provides a wider processing window and helps maintain dimensional stability after forming.
DC / DD Production Processes
DC (Direct Casting / Hot Rolled): Refers to the hot rolling process. Compared to cold rolling (CC), hot-rolled aluminum circles possess a more uniform crystalline structure and exhibit exceptionally high elongation.
DD (Deep Drawing Quality): Refers to deep-drawing grade quality. This signifies that the circles can withstand multiple intense stretching operations without fracturing, wrinkling, or exhibiting severe "earing" (uneven edges).
We supply circles in tempers commonly used for forming and finishing requirements:
O (annealed) for maximum ductility and deep drawing.
H14, H24 where higher strength and stiffness are needed with moderate formability.
Final temper selection should match drawing ratio, tool design, and post-forming operations such as beading, flanging, or anodizing.
1. Excellent deep-drawing performance (Deep Drawing)
Thanks to the DC hot-rolling process, 3105 aluminum discs typically achieve an elongation of over 30%–35%. When forming deep cookware or lampshades, the material maintains uniform wall thickness and helps reduce scrap rates.
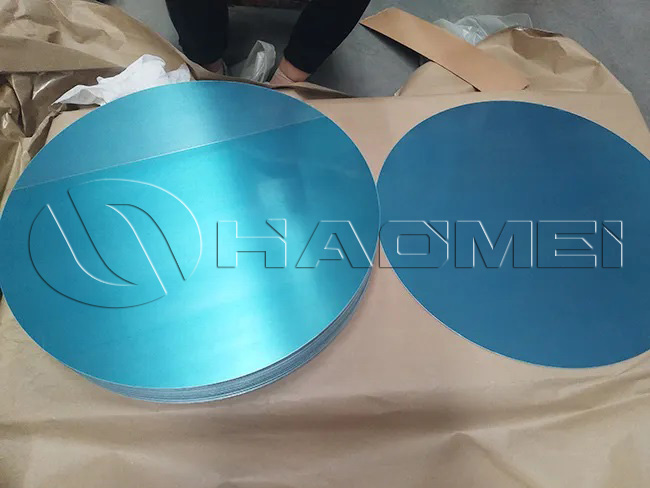
2. Outstanding anodizing and coating results
Alloy 3105 provides very good paint and coating adhesion. It is an ideal substrate for products that require non-stick coating spray or colored anodizing, such as non-stick pans and inner pots for rice cookers.
3. Corrosion resistance and work hardening
Compared with pure aluminum, the added manganese (Mn) and magnesium (Mg) make 3105 more durable in humid environments (e.g., kitchen steam). After stretch forming, the product’s hardness increases significantly, making it less prone to deformation.
4. Stable mechanical properties
3105 aluminum discs offer moderate strength and good ductility, ensuring structural stability while still meeting the needs of complex forming.
5. Excellent corrosion resistance
Due to its manganese content, 3105 aluminum alloy has good corrosion resistance in humid conditions and general atmospheric environments.
The following table lists our typical manufacturing range for 3105 aluminum circle/disc. Final capabilities may vary by diameter, thickness, and temper combination.
| Item | Specification | Notes |
|---|---|---|
| Alloy | AA 3105 | 3xxx series Al-Mn |
| Quality grade | DD, DC | Deep drawing and drawing quality routes |
| Temper | O, H14, H24 (others on request) | Selected per forming requirement |
| Thickness range | 0.30 mm to 6.00 mm | Tighter range can be agreed per project |
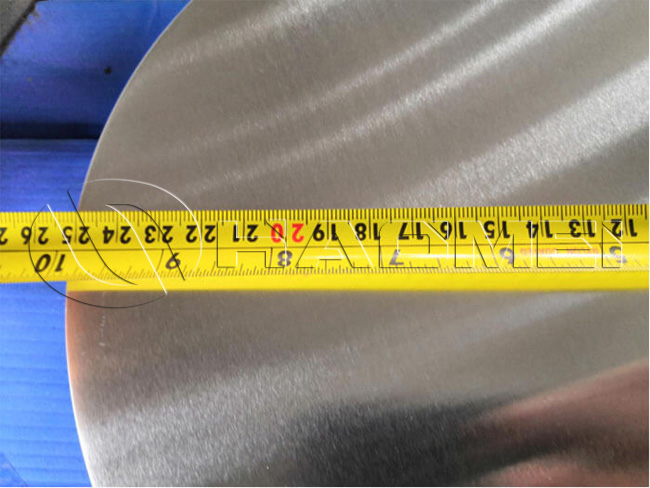
| Diameter range | 80 mm to 1200 mm | Larger sizes subject to equipment confirmation |
| Diameter tolerance | As agreed (typical tight control available) | Depends on blanking method and diameter |
| Thickness tolerance | As agreed (mill-controlled) | Critical for press stability |
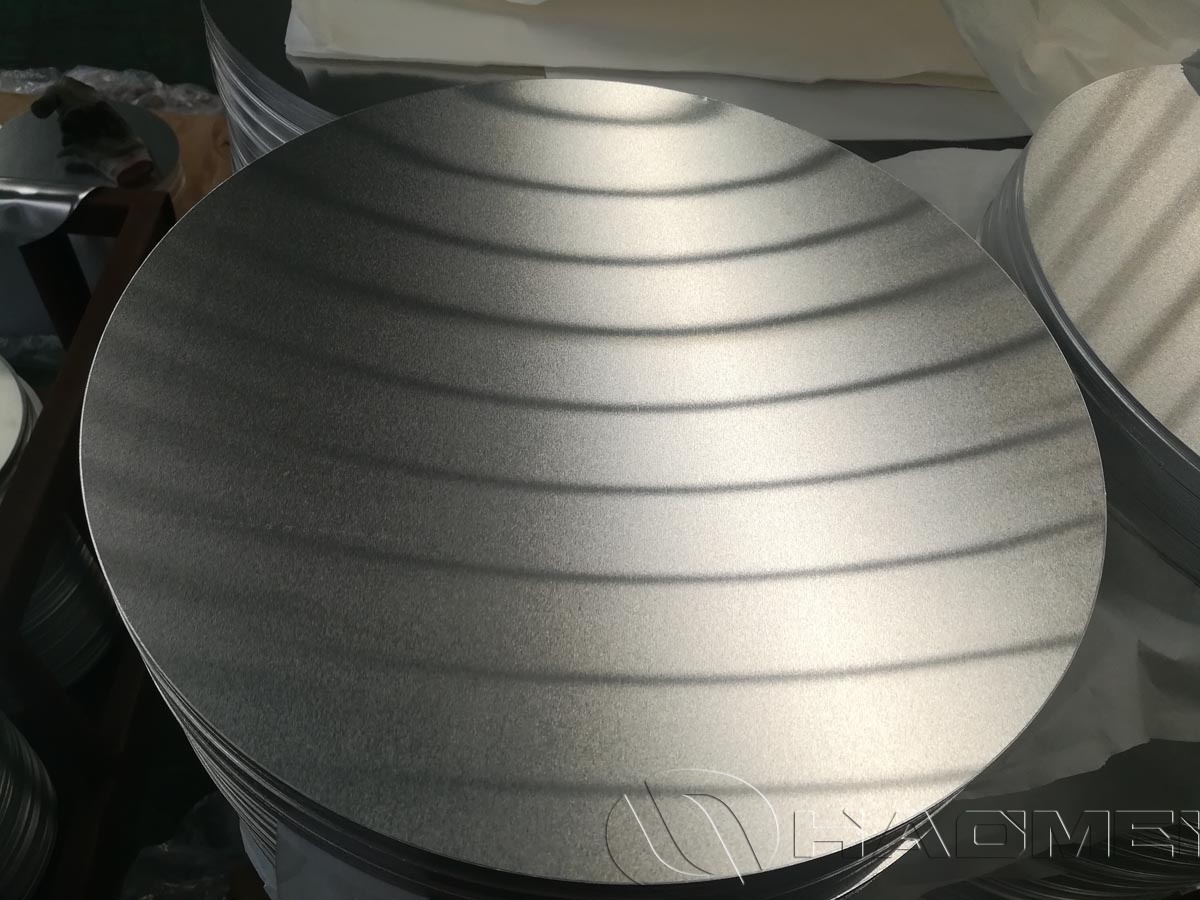
| Surface finish | Mill finish, bright finish (process-dependent) | For coating, anodizing, or reflective uses |
| Edge condition | Deburred, controlled burr direction | Supports automated feeding and safer handling |
| Flatness | Controlled for stamping and spinning | Verified during in-process inspection |
| Packaging | Export-worthy pallet, anti-moisture protection | Customized labeling and lot traceability |
If you require specific target values for earing, grain size, or surface roughness (Ra), we can define them in a technical agreement and align production routing accordingly.
As the producing factory, we control the entire conversion process from qualified feedstock to packed circles.
We select 3105 coil/sheet based on forming requirements. For DD/DC programs, we prioritize:
Stable chemistry within AA 3105 limits
Uniform thickness profile across width
Consistent surface condition suitable for finishing
Incoming inspection typically includes thickness mapping, surface review, and documentation review for traceability.
For multi-diameter programs, precise slitting and leveling reduce camber and residual stress. This supports better flatness and more consistent blanking.
Circle quality is strongly influenced by blanking. We manage:
Tooling condition and clearance
Burr height control
Edge smoothness to reduce crack initiation during drawing
For customers with automated presses, we can align burr direction and stacking orientation to support stable feeding.
Deep drawing performance is closely tied to annealing practice. For O temper, we apply controlled annealing to achieve the ductility window needed for drawing without sacrificing surface appearance.
Depending on the end use, we may supply mill finish or brighter surface, and apply protective interleaving or film upon request for scratch-sensitive applications.
We manufacture to commonly requested international standards and customer specifications, including:
Alloy and temper compliance to AA/EN equivalent requirements
Dimensional inspection criteria agreed in purchase specifications
If your project references a specific standard (ASTM, EN, or internal OEM norms), we review it during order confirmation and create a control plan.
Our DD/DC 3105 aluminum circles are managed with routine inspections including:
Chemical composition verification (certificate-based and/or testing per agreement)
Thickness and diameter measurement
Flatness and visual surface inspection
Burr height and edge condition monitoring
Lot traceability from feedstock to finished pallets
For repeat orders, we use SPC-oriented monitoring on critical parameters to maintain stability across batches.
We support customization based on forming method, finishing route, and assembly needs:
Diameter and thickness: tailored to die design and drawing ratio
Temper selection: O for deep draw, H-temper for stiffness-oriented components
Surface requirements: scratch control packaging, interleaving, or film options
Edge requirements: low burr targets, deburring options
Coil-to-circle programs: schedule-based supply for high-volume users
Our DD/DC 3105 aluminum disc is commonly used in:
Cookware and kitchenware: drawn pots, pans, lids, and bases where ductility and thickness control impact draw quality
Lighting and reflectors: formed housings, trims, and selected reflective components (surface route dependent)
Appliance and electronics: covers, caps, and formed shells requiring repeatable stamping
Construction and signage: coated panels, round signs, and decorative formed parts
General industrial components: spinning blanks and stamped covers
In each case, the technical focus is consistent: predictable forming behavior, controlled edge quality, and stable surface condition for the finishing method selected by the customer.
Alloy selection should follow forming severity, surface expectations, and cost targets. Below is a practical comparison we discuss with engineering teams.
1xxx offers higher purity and typically very good ductility and conductivity.
3105 provides higher strength and better dimensional stability in many formed parts.
For deep drawing, both can work, but 3105 is often preferred when slightly higher strength and better handling rigidity are needed.
3003 is widely used for general forming and cookware due to very stable processing performance.
3105 is comparable in formability in many conditions and may be selected for specific mechanical targets or downstream finishing and application requirements.
Final decision often depends on your forming history, thickness, and surface expectations.
3004/3005 generally provide higher strength than 3105, useful for thinner gauges or strength-driven designs.
Higher strength can reduce the deep draw window if the process is severe.
If your part needs stronger H-temper performance after forming, 3004/3005 may be considered; if deep draw margin is critical, 3105 in O temper is often a stable option.
We can support alloy trials by supplying small lots with matched thickness and temper so your tooling team can confirm drawability, earing behavior, and surface results.

As a manufacturer, our goal is to provide repeatable DD/DC 3105 aluminum circles with controlled metallurgy and process discipline, not just dimensional compliance. For ongoing programs, we support:
Stable production scheduling for long-term contracts
Technical alignment on temper, annealing route, and edge targets
Lot traceability and consistent packaging for export shipments
Engineering communication for draw issues, surface observations, and improvement actions
If you share your forming method (deep drawing, stamping, spinning), target dimensions, temper preference, and finishing route, we can recommend a suitable 3105 circle specification and confirm feasibility based on diameter-thickness combination. We support long-term cooperation through stable supply, documented quality routines, and responsive technical coordination from our production team.






Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
