
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
As a manufacturer of aluminum circles and discs, we supply materials that must perform consistently in forming operations such as deep drawing, spinning, stamping, and anodizing. In cookware, lighting reflectors, and certain enclosure components, the round blank is not a simple cut-to-size item. It is a starting substrate whose chemistry, temper, grain structure, and surface quality directly affect earing, cracking, orange peel, and final appearance.
3105 H24 aluminum circle is widely selected when users need a balance of moderate strength, stable formability, and reliable surface finish. Compared with very soft tempers, H24 provides improved handling strength and dent resistance. Compared with higher-strength alloys, 3105 maintains good drawability for common cookware depths and general forming.

3105 belongs to the 3000 series aluminum alloys, where manganese is the primary alloying element. A small magnesium addition helps improve strength without sacrificing workability. For many press shops, this combination offers a practical window between ease of forming and finished-part rigidity.
H24 typically indicates strain hardened and partially annealed. In production terms, it means the coil has been work-hardened and then stabilized by partial annealing to reach a controlled strength and ductility. For aluminum disc users, the key objective is consistent forming behavior across lots and across diameters.
Stable formability for stamping, shallow to medium deep drawing, and spinning
Improved stiffness and handling compared with fully annealed O temper
Good surface quality for painted, coated, and certain anodized finishes
Good corrosion resistance for general indoor and normal outdoor service
Excellent formability
Well suited for deep drawing, stretching, and spinning processes. The forming behavior is stable, with low risk of cracking or wrinkling, making it suitable for multi-stage stamping operations.
Moderate strength and structural stability
Compared with pure aluminum discs, 3105 H24 offers higher strength while maintaining good ductility, improving the deformation resistance of finished products.
Good corrosion resistance
Provides reliable resistance to atmospheric and humid environments, making it suitable for general industrial and kitchen applications.
Stable surface quality
Uniform microstructure and smooth surface finish meet the requirements of appearance-critical stamped parts and subsequent surface treatments.
High processing adaptability and efficiency
Stable processing performance with a low scrap rate, ideal for large-scale and continuous production.
Clear cost-performance advantage
Achieves a good balance between material cost, processing difficulty, and finished-product yield, helping keep overall manufacturing costs under control.
The following table summarizes our typical manufacturing range for 3105 H24 aluminum discs. Specific values can be adjusted by agreement and are verified by inspection results and certificates.
| Item | Typical Range / Option | Notes |
|---|---|---|
| Alloy | AA3105 | 3000 series Al-Mn-Mg |
| Temper | H24 | Strain hardened, partially annealed |
| Thickness | 0.30 to 6.00 mm | Common: 0.8 to 3.0 mm for cookware |
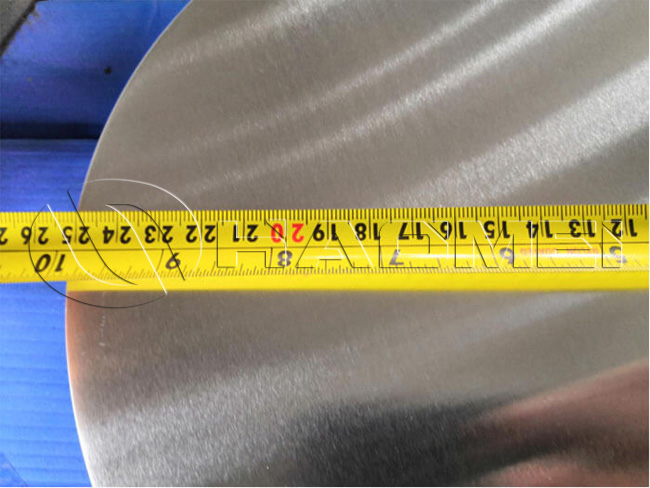
| Diameter | 80 to 1200 mm | Larger sizes subject to thickness and flatness |
| Diameter tolerance | +/- 0.2 to 1.0 mm | Depends on diameter and cutting method |
| Thickness tolerance | As per EN 485 or agreed | Controlled by rolling and coil QC |
| Surface finish | Mill finish, bright finish optional | Brightness depends on rolling and surface control |
| Edge condition | Smooth sheared edge, deburred | Burr control critical for tooling life |
| Flatness | Controlled for stamping | Disc flatness linked to coil residual stress |
| Grain and earing control | Optimized for drawing | Process route affects earing rate |
| Packaging | Export seaworthy pallets/crates | Interleaf paper and corner protection optional |
Note: For projects requiring tighter limits (for example reflector-grade surface or low earing for deep drawing), we define acceptance criteria during pre-production trials.
Earing is driven by crystallographic texture developed during rolling and annealing. Our process route focuses on stabilizing the texture and controlling variation between coils so that ear height remains predictable. This reduces trimming loss and improves yield in cookware and spun parts.
For cookware exteriors, coated lids, and lighting components, surface defects translate directly to scrap. We manage coil cleanliness, rolling oil control, and surface inspection to reduce issues such as roll marks, pits, and streaks. For customers needing improved reflectivity, we can supply a brighter surface based on agreed specifications.

Press stability depends on uniform thickness and minimal residual stress. We control thickness profile during rolling and monitor flatness at the coil stage to avoid disc distortion during blanking and subsequent forming.
Burr and edge tearing accelerate die wear and can initiate cracks during drawing. Our blanking methods and deburring controls target smooth edges with consistent edge quality across diameter ranges.
We manufacture aluminum circles from controlled rolled coil stock. Key steps include:
Alloy melting and casting with chemistry control
Hot rolling and cold rolling to target gauge
Intermediate and final annealing according to temper requirements
Surface finishing and coil inspection
Circle blanking (press punching or circle cutting) with burr and diameter control
Sorting, marking, and export packing
Circle quality is not only determined at the blanking step. It begins at metallurgy and continues through rolling, heat treatment, and surface management.
We supply a broad diameter and thickness range suited to:
High-volume cookware blanks
Spinning blanks for kettles and household items
General stamping blanks for industrial covers and housings
For customers sourcing across the 3000 series, we also supply related products such as 3105 Aluminum Circle and other variants within the 3000 Series Aluminum circle category.
Our QC plan typically covers:
Chemical composition verification per melt
Mechanical property checks aligned with temper and specification
Dimensional inspection: thickness, diameter, ovality
Surface inspection under defined lighting and criteria
Edge burr monitoring and deburring validation
Packaging checks for transport protection
We can supply according to commonly requested standards such as EN 485 and ASTM B209 where applicable, as well as customer-specific technical agreements. Each shipment can be provided with:
Mill test certificate (MTC)
Heat and coil traceability
Inspection records per lot
If your application is appearance-critical or involves deep drawing, we recommend confirming acceptance criteria for surface class, earing limits, and allowable minor defects before mass production.
Because end-use conditions vary widely, we support customization based on your forming process and finishing route:
Diameter schedule optimization to reduce trimming waste
Temper selection adjustments when higher ductility or higher stiffness is required
Surface finish targets for coated or reflector parts
Interleaving paper, film, or specific pallet configuration for automated feeding
Batch control and consistent coil source for long-running programs
For development projects, we can support small trial lots and then lock the process window once die performance is validated.
Pots, pans, pressure cooker parts, lids
Spun and deep drawn components3105 H24 is often chosen where users want better handling strength than O temper while maintaining a broad forming window.
Lamp housings and reflector blanks
Decorative spun partsSurface stability and cleanliness are key, especially when downstream polishing or coating is used.

Covers, trims, and formed panels where corrosion resistance and moderate strength are needed
General stamping blanks
Selecting the correct alloy is a practical engineering decision. Below is a typical comparison used during material selection.
Formability: Both are suitable for many cookware forms. 3003 is frequently selected for very stable drawing performance.
Strength: 3105 can offer a useful strength balance due to Mg addition, especially in H24.
Cost and availability: Both are widely produced. Choice often depends on forming severity, finish needs, and existing approvals.
Strength: 3004 is generally higher strength.
Formability: For severe deep drawing, 3004 may require stricter process control and can show different earing behavior.
Typical use: 3004 is common where additional strength is required, but it may be unnecessary for standard cookware depths.
Conductivity and softness: 1xxx alloys are softer and have high conductivity.
Strength: 1xxx is lower strength than 3105 H24.
Use case: 1xxx is often selected for very high formability or conductivity-driven parts, while 3105 H24 is preferred when stiffness and handling are important.
O temper: Maximum ductility, often preferred for very deep drawing.
H24: Better rigidity and dent resistance, often preferred for stable handling and less deformation during transport and processing.
We support alloy and temper selection based on your forming depth, draw ratio, lubrication, and tool design.
As a factory specializing in aluminum circle and disc production, we treat 3105 H24 aluminum circle as an engineered forming material rather than a simple cut blank. By controlling chemistry, rolling, heat treatment, surface condition, and blanking quality, we deliver discs that run consistently in stamping, spinning, and cookware drawing lines.
For ongoing programs, we prioritize stable lot-to-lot performance, clear inspection criteria, and traceable documentation. Our technical team can support material selection, trial planning, and parameter alignment with your tooling and finishing processes. We welcome long-term cooperation based on consistent quality, predictable lead times, and continuous improvement driven by production feedback.






Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
