
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
As an aluminum circle manufacturer supplying cookware and kitchenware factories, we are often asked whether 3105 aluminum circle or 3003 aluminum circle is more suitable for spinning. Both alloys belong to the 3000 series aluminum family and both are widely used for cookware bodies, lids, basins, trays, lamp shades, and other formed parts. However, their performance is not identical. The correct choice depends on the final product shape, forming depth, wall thinning requirement, surface treatment, and the balance between strength and ductility.
In our production, we manufacture aluminum circles by melting and casting, hot rolling or cold rolling, annealing, leveling, blanking, deburring, and inspection. For kitchenware spinning, alloy selection is only one part of the decision. Temper, thickness tolerance, surface cleanliness, edge quality, and grain control are equally important. This article compares 3105 aluminum circle vs 3003 for kitchenware spinning from a factory perspective, with practical guidance for buyers and engineers.

3003 aluminum circle is an Al-Mn alloy with manganese as the main strengthening element. It has good corrosion resistance, high ductility, stable forming performance, and moderate strength. It is one of the most common materials for spun and deep drawn kitchenware.
3105 aluminum circle is also an Al-Mn alloy, but it normally contains slightly higher manganese and magnesium compared with 3003. This gives 3105 higher strength while still keeping acceptable formability. In kitchenware spinning, 3105 can be selected when the part needs better rigidity, improved dent resistance, or a stronger wall after forming.
For buyers who already use 3003 Aluminum Circle, the move to 3105 should be evaluated by actual spinning trials, especially when the design includes high forming depth, sharp curvature, or multiple spinning passes.
Kitchenware spinning is a metal forming process where a flat aluminum circle is rotated and pressed against a mandrel by rollers. The material gradually flows into the required shape. Typical products include cookware bodies, pots, pans, kettles, pressure cooker components, mixing bowls, inner liners, lids, and serving trays.
3003 aluminum disc is generally preferred for parts requiring high ductility and stable material flow. It performs well in conventional spinning, deep spinning, and moderate deep drawing. It is also suitable for cookware that will later receive anodizing, non-stick coating, polishing, or color coating.
3105 aluminum circle is used when the final kitchenware part requires more strength than 3003. For example, larger cookware bodies, reinforced lids, outer shells, and items that must maintain shape during handling may benefit from 3105. However, because higher strength usually reduces ductility, spinning parameters should be adjusted to avoid edge cracking, orange peel, or uneven wall thickness.

The values below are typical production reference data. Actual values depend on thickness, temper, annealing condition, and applicable standard. For confirmed design work, buyers should request a mill test certificate and trial sample from the manufacturer.
| Item | 3003 Aluminum Circle | 3105 Aluminum Circle | Practical Meaning for Spinning |
|---|---|---|---|
| Alloy series | 3000 series Al-Mn | 3000 series Al-Mn-Mg | Both are non-heat-treatable alloys for forming applications |
| Main alloying element | Mn about 1.0% to 1.5% | Mn about 0.3% to 0.8%, Mg about 0.2% to 0.8% | 3105 usually provides higher strength due to Mg addition |
| Common temper for spinning | O, H12, H14 | O, H12, H14 | O temper gives the best formability for difficult spinning |
| Typical tensile strength, O temper | 95 to 130 MPa | 110 to 150 MPa | 3105 can offer better rigidity after forming |
| Typical elongation, O temper | 25% to 35% | 20% to 30% | 3003 usually has a slight advantage in ductility |
| Corrosion resistance | Very good | Very good | Both are suitable for kitchenware environments |
| Spinning formability | Excellent | Good to very good | 3003 is safer for complex and deeper shapes |
| Surface finishing | Polishing, anodizing, coating | Polishing, anodizing, coating | Surface quality depends strongly on rolling and cleaning control |
| Typical thickness range | 0.5 mm to 6.0 mm | 0.5 mm to 6.0 mm | Custom thickness can be produced according to tooling needs |
| Typical diameter range | 100 mm to 1200 mm | 100 mm to 1200 mm | Diameter tolerance must match automatic feeding and forming equipment |
| Recommended use | Deep spinning, general cookware, soft forming | Stronger cookware, larger parts, structural kitchenware | Select based on shape complexity and strength target |
Formability is the main reason many cookware manufacturers continue to specify 3003. In O temper, 3003 aluminum circle has excellent plasticity. During spinning, the material flows smoothly, which helps reduce tearing, surface strain marks, and excessive springback. For deep cookware bodies, conical shapes, and products with large deformation ratios, 3003 is often the more forgiving option.
3105 aluminum circle can also be spun successfully, but the process window is usually narrower. Because 3105 has higher strength, roller pressure, pass schedule, lubrication, and mandrel design must be well controlled. If the spinning operation is too aggressive, 3105 may show higher forming load and a greater tendency toward cracking at the rim or stress concentration areas.
From our factory experience, customers using manual spinning may prefer 3003 for its easier handling. Customers using CNC spinning lines with stable lubrication and accurate roller control can obtain good results with 3105, especially for parts where strength after forming is more important than maximum drawability.
The final strength of spun kitchenware is affected by alloy, temper, forming reduction, and work hardening. 3105 has an advantage when a product needs better stiffness at the same thickness. This can be useful for larger lids, outer shells, trays, and cookware components that should resist deformation during transportation and use.
3003, while slightly lower in strength, offers reliable wall thinning control because it forms more easily. For deep spinning, this can reduce the risk of local thinning and improve production yield. If the design already includes ribs, rolled edges, or other reinforcement features, 3003 may provide enough strength with better manufacturing stability.
In many projects, the decision is not simply which alloy is stronger. A lower-strength alloy with better ductility may allow a more uniform wall and fewer rejected parts. A higher-strength alloy may reduce thickness or improve rigidity, but only if the spinning process is matched correctly.
Kitchenware manufacturers usually require clean surfaces without oil stains, severe scratches, oxidation marks, roll lines, or edge burrs. For aluminum circle for kitchenware, surface condition directly affects polishing, anodizing, non-stick coating, and enamel or paint adhesion.
Both 3003 and 3105 can be supplied with mill finish, bright surface, or surface prepared for coating. The most important factory controls are rolling cleanliness, annealing atmosphere, coil surface protection, blanking tool condition, and final packing. If the aluminum disc has burrs or uneven edges, spinning can create cracks at the rim or visible defects after trimming.
For high-end kitchenware, we recommend confirming the surface requirement before production. A circle intended for inner cookware coating may not need the same brightness as a polished lid, but it still needs stable roughness and good cleanliness. When surface brightness is a priority, alloy choice should be combined with rolling process design and not considered alone.
For kitchenware spinning, O temper is the most common choice because it provides maximum ductility. It is suitable for deep shapes, multiple spinning passes, and products that require high deformation. If the part is shallow and requires better rigidity, H12 or H14 may be considered, but forming difficulty increases.
3003-O is widely used for cookware bodies and basins. It gives a good balance between ductility and dimensional stability. 3105-O is selected when the customer wants more strength while keeping workable elongation. For H12 and H14 tempers, both alloys require careful trial testing because work hardening during spinning may increase the risk of cracking.
As a manufacturer, we control annealing temperature, holding time, and cooling rate to obtain stable mechanical properties across the coil. This consistency is critical for automatic spinning lines. If one batch is softer or harder than expected, the spinning pressure and finished dimensions can change.
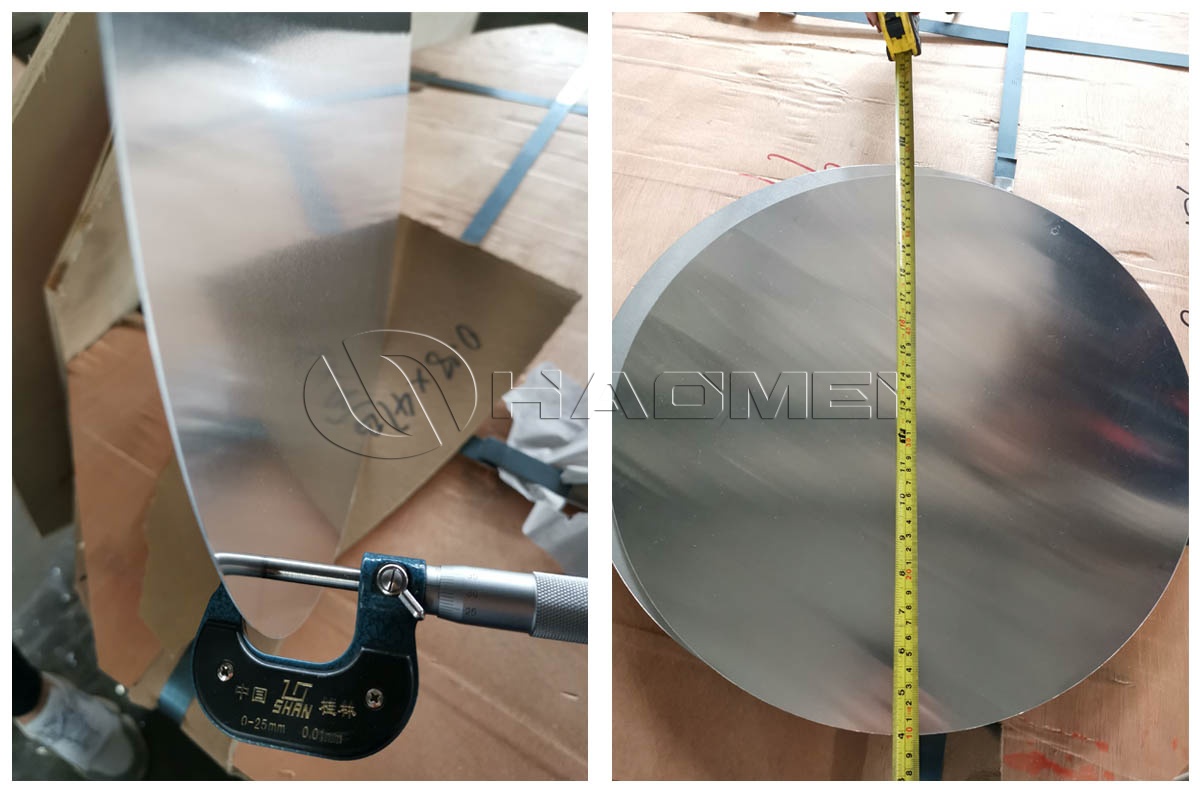
In kitchenware production, aluminum circle diameter, thickness tolerance, flatness, and edge quality are not minor details. Automatic feeding systems require consistent diameter. Spinning tools require predictable thickness. Coating and trimming processes require stable roundness.
Our aluminum circle production uses precision blanking dies and regular tool maintenance to control burr height and edge deformation. A clean edge reduces the chance of rim cracking during spinning. Thickness tolerance is checked during rolling and again after blanking. For export orders, we can provide inspection records according to customer requirements.
When comparing 3105 aluminum circle vs 3003 for kitchenware spinning, buyers should not only compare alloy names. A well-produced 3003 aluminum disc can outperform a poorly controlled 3105 disc, and the reverse is also true. Stable processing quality is essential for high forming yield.
3003 is usually a cost-effective choice because it is widely produced and easy to form. Its high ductility can reduce spinning failures and shorten process adjustment time. For general cookware, basins, and lids, 3003 often provides the best balance of price, yield, and performance.
3105 may have a slightly higher material cost depending on market conditions and specification. However, it may create value when the final product needs higher strength or when the customer can reduce thickness while maintaining performance. The total cost should be calculated by material price, rejection rate, forming speed, finishing yield, and finished part quality.
For buyers developing new cookware models, we normally suggest sampling both alloys if the design is near the limit of forming depth or strength. Small trial orders can help determine whether 3105 Aluminum Circle provides a measurable advantage over 3003 in the actual spinning line.
For deep and complex spinning, choose 3003-O first. It provides better ductility and a wider forming window. It is suitable for cookware bodies, deep bowls, and parts where cracking prevention is the top priority.
For stronger and larger kitchenware components, consider 3105-O. It is useful when the part must keep shape, resist dents, or provide better mechanical stability after spinning. CNC spinning equipment and controlled lubrication are recommended.
For shallow parts with limited deformation, both 3003 and 3105 can be used. The choice can be based on strength requirement, finishing process, cost target, and customer standard.
For coated cookware, confirm surface cleanliness and oil control. Alloy selection matters, but coating adhesion also depends on pretreatment, roughness, and handling.
For polished or anodized kitchenware, confirm surface grade before production. Minor roll marks or scratches that are acceptable for coated parts may not be acceptable for decorative surfaces.
3105 aluminum circle and 3003 aluminum circle are both reliable materials for kitchenware spinning, but they serve slightly different priorities. 3003 offers better ductility and is the safer choice for deep spinning and complex cookware shapes. 3105 offers higher strength and better rigidity, making it suitable for larger or stronger kitchenware components when the forming process is well controlled.
As a factory, our recommendation is based on the final part design, spinning method, temper, thickness, surface finish, and inspection standard. For most general kitchenware spinning, 3003-O remains a practical and efficient option. For applications requiring increased strength without moving to a different alloy series, 3105-O is a strong alternative. The best result comes from matching alloy properties with stable manufacturing control, accurate tolerances, clean surface quality, and verified spinning trials.



Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
