
 No.14 Waihuan Road, CBD, Zhengzhou, China
No.14 Waihuan Road, CBD, Zhengzhou, China
 +86-18703635966
+86-18703635966
No.14 Waihuan Road, CBD, Zhengzhou, China
+86-18703635966
As an aluminum circle manufacturer, we produce aluminum circles, aluminum discs, and aluminum blanks for cookware, lighting, road signs, electrical parts, and general deep drawing applications. For international buyers and engineering teams, the specification of an aluminum circle is not limited to alloy and diameter. It also includes temper, thickness tolerance, surface condition, edge quality, flatness, packing method, and forming performance.
A correct specification helps reduce production loss during spinning, stamping, deep drawing, anodizing, coating, or non-stick surface treatment. It also helps our factory select suitable aluminum coils, blanking dies, annealing conditions, and inspection standards before mass production. The following guide summarizes the common specifications for aluminum circles from a manufacturing perspective.

An aluminum circle is a round flat blank made by punching, shearing, or precision blanking aluminum coil or sheet. It is also called aluminum disc, aluminum round blank, aluminum wafer, or aluminum circle disc. In industrial use, aluminum circles are normally supplied as semi-finished material for further forming.
Unlike finished cookware or finished lamp parts, aluminum circles must meet downstream process requirements. For example, cookware manufacturers usually focus on deep drawing performance, oil removal, surface cleanliness, and edge smoothness. Road sign producers may require good flatness, stable diameter tolerance, and suitable surface for coating or reflective film. Lighting manufacturers often pay attention to surface finish, reflectivity, and spinning performance.
Because aluminum circles are produced from rolled aluminum coil, stable coil quality is the foundation of stable circle quality. In our production, coil selection, leveling, blanking, annealing, cleaning, inspection, and packaging are controlled according to the confirmed purchase specification.
The most widely used aluminum circle alloys are 1050, 1060, 1070, 1100, 3003, 3004, 3105, and 5052. Each alloy has different strength, formability, corrosion resistance, and surface performance. The selection should be based on the final forming process and working environment.
| Alloy | Series | Main Features | Common Applications |
|---|---|---|---|
| 1050 | 1000 series | High purity, excellent formability, good thermal conductivity | Cookware, lampshades, general deep drawing parts |
| 1060 | 1000 series | High aluminum content, soft forming behavior, good corrosion resistance | Cookware, kitchenware, lighting parts, capacitor shells |
| 1070 | 1000 series | Higher purity than 1060, good conductivity and reflectivity | Reflective parts, electrical components, lighting |
| 1100 | 1000 series | Good formability, stable surface, widely used in cookware | Pots, pans, pressure cooker parts, general spinning parts |
| 3003 | 3000 series | Higher strength than 1000 series, good corrosion resistance | Cookware, road signs, lamp covers, drawn parts |
| 3004 | 3000 series | Better strength and deep drawing capacity | Cookware, container parts, drawn shells |
| 3105 | 3000 series | Good coating performance and medium strength | Signs, coated discs, lamp parts, building accessories |
| 5052 | 5000 series | Higher strength, good corrosion resistance, Mg alloyed | Marine-related parts, structural discs, high strength blanks |
For most aluminum circle for cookware orders, 1050, 1060, 1100, and 3003 are the main choices. For products requiring higher strength after forming, 3003 aluminum disc or 3004 aluminum circle is often selected. For applications exposed to more demanding corrosion environments, 5052 aluminum circle may be considered.
Temper is a key specification because it directly affects deep drawing, spinning, stamping, and final product strength. The same alloy can perform very differently in O temper, H12, H14, H18, or H24.
| Temper | Condition | Typical Characteristics | Recommended Use |
|---|---|---|---|
| O | Fully annealed | Softest condition, best elongation and deep drawing performance | Deep drawing cookware, pressure cooker parts, complex formed items |
| H12 | Strain hardened, low strength | Moderate softness, better rigidity than O temper | Shallow drawing, spinning, light structural parts |
| H14 | Half hard | Balanced strength and workability | Stamping, lamp covers, signs, general parts |
| H18 | Full hard | Higher strength, limited deep drawing ability | Flat parts, nameplates, limited forming applications |
| H22 | Partially annealed after hardening | Good balance of formability and strength | Cookware and formed parts requiring controlled strength |
| H24 | Partially annealed, higher strength than H22 | Stable mechanical properties, good surface | Cookware, spinning parts, coated blanks |
For deep drawing aluminum circles, O temper is usually preferred. For non-stick cookware production, many customers select O or H24 depending on the forming depth and subsequent heat treatment. For road signs, H14 or H18 is more common because dimensional stability is more important than high elongation.
Aluminum circle thickness is usually specified in millimeters. The common manufacturing range is from 0.3 mm to 6.0 mm, while some special applications may require thinner or thicker blanks. Thickness must be selected according to forming depth, finished product weight, mechanical strength, and heat transfer requirements.
| Thickness Range | Typical Applications | Manufacturing Notes |
|---|---|---|
| 0.3-0.8 mm | Lampshades, decorative covers, light electrical parts | Requires careful leveling and surface protection |
| 0.8-1.5 mm | Shallow cookware, lids, small pans, signs | Common range for stamping and spinning |
| 1.5-3.0 mm | Frying pans, pots, pressure cooker parts, deep drawn shells | Requires stable temper and clean edge quality |
| 3.0-6.0 mm | Heavy cookware, thick bases, industrial blanks | Higher blanking force and stricter flatness control needed |
For cookware, the most common thicknesses are 1.0 mm, 1.2 mm, 1.5 mm, 2.0 mm, 2.5 mm, and 3.0 mm. For traffic signs, 1.0 mm to 3.0 mm is frequently used. For lighting and reflectors, thinner specifications are more common, depending on the forming method and required surface effect.
Diameter is one of the most visible parameters of aluminum circle specifications. Our factory can produce a broad range of diameters by using different blanking dies and production lines. Common diameters range from 80 mm to 1200 mm, while larger or customized sizes can be evaluated according to alloy, thickness, and order quantity.
| Diameter Range | Common Products | Notes |
|---|---|---|
| 80-200 mm | Small lids, cups, electrical parts, small covers | Suitable for high-speed blanking production |
| 200-400 mm | Frying pans, saucepans, lamp covers | Very common cookware size range |
| 400-700 mm | Large pots, pressure cooker parts, road signs | Requires stable flatness and controlled edge burr |
| 700-1200 mm | Large signs, industrial covers, large drawn parts | Packaging and handling must be confirmed carefully |
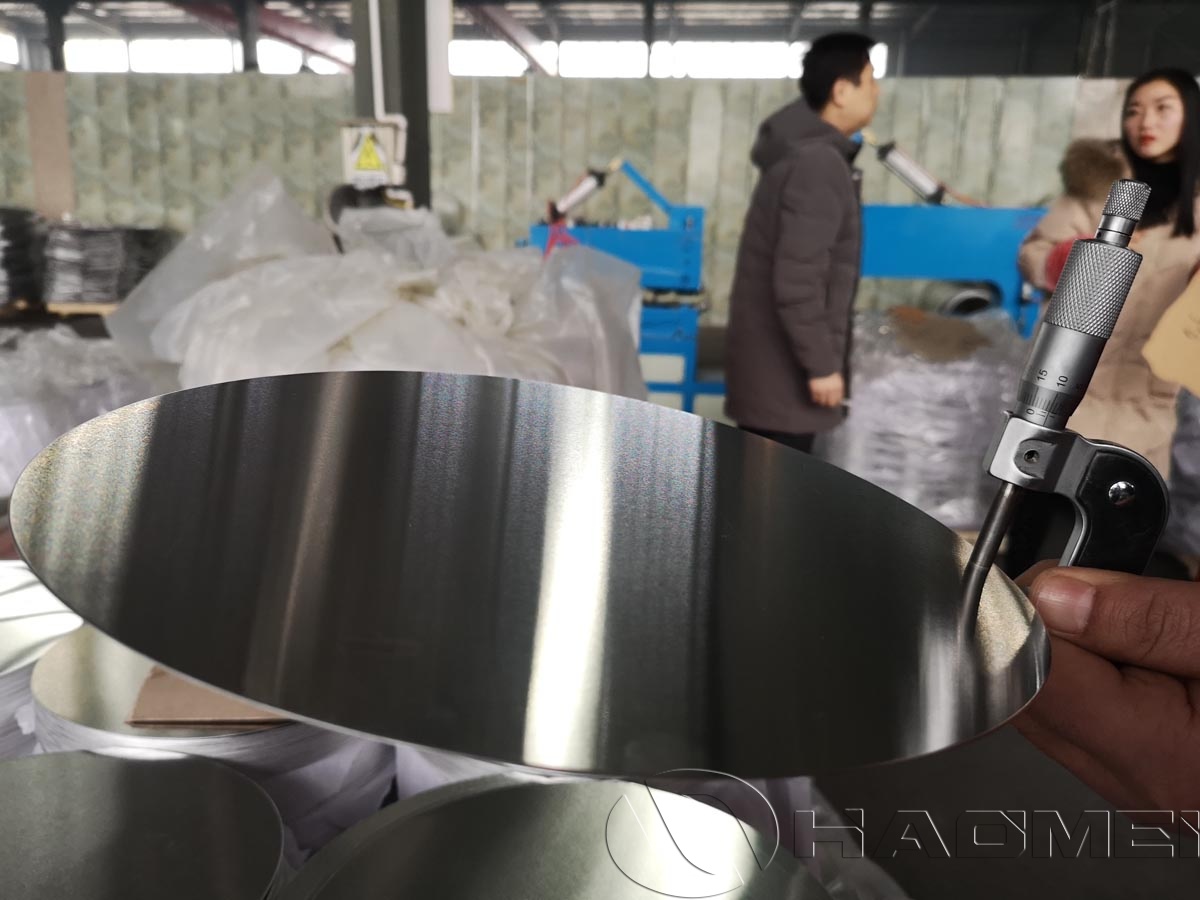
When confirming an aluminum circle order, the diameter tolerance should be clearly stated. Tighter tolerances may require precision tooling, slower production speed, and additional inspection.
Tolerance requirements vary by customer process. For precision stamping or automatic feeding, tolerance control is more critical. For manual spinning or general cookware forming, standard commercial tolerances may be sufficient. As a manufacturer, we recommend confirming tolerance requirements before production rather than after shipment.
| Parameter | Common Tolerance Range | Remarks |
|---|---|---|
| Thickness tolerance | +/-0.02 mm to +/-0.10 mm | Depends on thickness, alloy, and coil standard |
| Diameter tolerance | +/-0.2 mm to +/-1.0 mm | Precision tolerance requires confirmed tooling |
| Burr height | Usually below 0.05 mm to 0.20 mm | Depends on thickness and die condition |
| Flatness | Controlled according to diameter and thickness | Critical for coating, stacking, and automatic forming |
| Diagonal or roundness deviation | As agreed in technical order | Important for high-speed stamping processes |
For aluminum circle tolerance control, raw coil thickness stability is essential. We inspect incoming coils and monitor blanking quality during production. Tool wear, clearance setting, leveling condition, and annealing process can all influence final tolerance.
Surface condition is a major quality factor for aluminum circles, especially when they are used for non-stick cookware, anodized products, coated signs, or decorative lighting parts. A normal mill finish surface should be clean, smooth, and free from serious scratches, oil stains, oxidation marks, roller marks, and other defects that may affect final use.
Common surface requirements include:
Mill finish aluminum circle for general forming
Degreased aluminum circle for cookware production
Bright or reflective aluminum disc for lighting
Coating-ready aluminum circle for signs and panels
Protective film surface for selected decorative applications
For aluminum discs for cookware, surface cleanliness is particularly important because the blank may go through drawing, sanding, polishing, degreasing, spraying, and high-temperature curing. Excessive oil residue or embedded particles can reduce coating adhesion. Therefore, our production process includes surface inspection and, where required, cleaning or interleaving protection.
The edge of an aluminum circle affects safety, forming stability, and finished appearance. A rough edge can damage dies, cause cracking during drawing, or create problems in automated handling. Burr control is influenced by die clearance, punch sharpness, material thickness, alloy hardness, and blanking speed.
For deep drawing applications, we pay attention to edge smoothness and absence of cracks. For thicker aluminum discs, deburring can be arranged when required. Customers should specify whether the edge must be standard blanked, fine blanked, deburred, or specially treated.
Mechanical properties should be specified when the application is sensitive to elongation, tensile strength, or yield strength. For example, deep drawing cookware requires sufficient elongation, while traffic signs may require higher rigidity.
| Alloy and Temper | Tensile Strength, MPa | Elongation, Approx. | Typical Use |
|---|---|---|---|
| 1050 O | 60-100 | 25%-40% | Deep drawing, cookware |
| 1060 O | 60-100 | 25%-40% | Cookware, spinning parts |
| 1100 O | 75-110 | 25%-35% | Cookware, drawn parts |
| 3003 O | 95-130 | 20%-35% | Cookware, formed shells |
| 3003 H14 | 140-180 | 3%-10% | Signs, shallow forming |
| 5052 O | 170-215 | 12%-25% | Higher strength discs |
The values above are general reference ranges. Final mechanical properties should be confirmed according to applicable standards, order thickness, and actual production batch.
Aluminum circles are widely used because they combine low density, good thermal conductivity, corrosion resistance, and excellent formability. Different applications require different specification priorities.

For cookware, such as frying pans, pressure cookers, non-stick pans, and saucepans, the main requirements are deep drawing performance, suitable thickness, clean surface, and low burr edge. 1050, 1060, 1100, and 3003 are commonly used.
For traffic signs and road signs, flatness, coating performance, diameter accuracy, and corrosion resistance are important. 3003 and 3105 aluminum circles are often selected, especially when the discs will be painted or laminated with reflective film.
For lighting products, the surface appearance and spinning behavior are key. 1060, 1070, and bright finish aluminum discs are frequently used for reflectors and lamp covers.
For electrical and industrial parts, the choice depends on conductivity, strength, and forming process. 1050, 1060, 3003, and 5052 may all be used depending on the design.
Proper packaging protects aluminum circles during sea freight, inland transportation, and warehouse handling. Because aluminum discs have exposed edges and smooth surfaces, poor packaging may cause scratches, moisture stains, or deformation.
| Packaging Item | Common Method | Purpose |
|---|---|---|
| Stacking | Horizontal or vertical stacking | Prevent deformation and improve loading efficiency |
| Separation | Paper, plastic film, or customer-specified interleaving | Reduce friction and surface scratches |
| Moisture protection | Plastic wrapping and desiccant when required | Reduce oxidation and water stain risk |
| Outer packing | Wooden pallet or wooden case | Suitable for export transportation |
| Marking | Alloy, temper, size, net weight, batch number | Supports traceability and warehouse management |

For export orders, we normally use seaworthy wooden pallets or wooden cases. Packing design is adjusted according to disc diameter, thickness, total weight, and unloading conditions at the destination.
To provide an accurate quotation and reliable production plan for aluminum circle orders, we recommend that buyers provide the following information:
Alloy grade, such as 1050, 1060, 1100, 3003, or 5052
Temper, such as O, H14, H18, or H24
Thickness and thickness tolerance
Diameter and diameter tolerance
Surface requirement, such as mill finish, degreased, or coating-ready
Edge requirement and acceptable burr height
Final application and forming method
Quantity, packing requirement, and destination port
Applicable standard or customer drawing, if available
When the final application is clearly provided, our engineering and production teams can better evaluate whether the selected aluminum circle specification is suitable for the customer process.
Common specifications for aluminum circles include alloy, temper, thickness, diameter, tolerance, surface finish, edge condition, mechanical properties, and packaging. Among these factors, alloy and temper determine forming behavior, while thickness, diameter, and tolerance affect production stability and final product accuracy.
As an aluminum disc manufacturer, our role is to convert technical requirements into stable production parameters. By confirming aluminum circle specifications before manufacturing, buyers can improve forming efficiency, reduce scrap rate, and obtain consistent material for cookware, signs, lighting, and industrial applications.










Office Address:
No.14 Waihuan Road, CBD, Zhengzhou, China
Contact Us
HAOMEI Aluminum offer an custom aluminum circle for you!
whatsapp: +86-18703635966
Email: sales@alummc.com
Email: alummc@hotmail.com
Request Free Sample & Quotation
Copyright © 2026 By HAOMEI Aluminum CO., LTD. All Rights Reserved. Sitemap

 +86-18703635966
+86-18703635966
 sales@alummc.com
sales@alummc.com
 8618703635966
8618703635966
